PARÇACIK HIZLANDIRICILARI
VE TOGG
KAPAKTA BULUNAN GÖRSELLER
Sol üstte: Rhodotron 7 MeV elektron demeti üreteci
Sağ üstte: İyon aşılama cihazı (Auburn University 2 MV Pelletron Accelerator)
Ortada: TOGG arabası
Sol altta: Elektron tabancası (TOBB ETh YEF Laboratuvarı)
Boğaziçi hniversitesi KAHVELab ile ortak yapılmıştır.
Sağ altta: MeV enerjili lineer elektron hızlandırıcısı
Yer: TOBB Ekonomi ve Teknoloji Üniversitesi, Ankara
Tarih: 15 Aralık 2020
HAZIRLAYANLAR
TOBB ETh Mühendislik Fakültesi Fen Bilimleri Enstitüsü Öğrencileri:
dağlanaz AKIN, Mikro ve Nanoteknoloji Doktora Programı
Esra BEDİR, Mikro ve Nanoteknoloji Yüksek Lisans Programı
Tuluhan Olcayto ÇOLAK, Mikro ve Nanoteknoloji Doktora Programı
Burak DAĞLI, Mikro ve Nanoteknoloji Yüksek Lisans Programı
Osman Emre DELİALİOĞLU, Mikro ve Nanoteknoloji Yüksek Lisans Programı
Mehmet KARAHAN, Elektrik ve Elektronik Mühendisliği Doktora Programı
Didem ÖZKAYA, Mikro ve Nanoteknoloji Yüksek Lisans Programı
Arda UdOK, Mikro ve Nanoteknoloji Yüksek Lisans Programı
DANIŞMAN
Prof. Dr. Saleh SULTANSOY, TOBB ETh Öğretim hyesi
Member of the ATLAS, LHeC and FCC Collaborations at CERN
Member of Plenary ECFA
(European Committee for Future Accelerators)
İÇERİK
Sayfa
Önsöz
1
1. Parçacık Hızlandırıcılarının Otomotiv Sektörde Kullanımı (O. E. DELİALİOĞLU)
3
2. Polimer Malzemelerin Elektron Demeti İle dapraz Bağlanması (E. BEDİR)
11
3. X Işınları Kullanarak Kompozit Kürleme Yöntemi (B. DAĞLI)
22
4. Elektron Demeti ile Kaynak Yöntemi (Ç. AKIN)
32
5. Elektron Demeti ile Yüzey Sertleştirme (A. UdOK)
43
6. Yarı İletkenlerde İyon Aşılaması (M. KARAHAN)
52
7. İyon Aşılama ile Yüzey Sertleştirme (T. ÇOLAK, D. ÖZKAYA)
66
ÖNSÖZ
Parçacık hızlandırıcıları stratejik teknolojiler arasında istisnai bir yere sahiptir
[1-5].
Hızlandırıcılar olmadan temel araştırmalarda ve teknolojinin birçok alanında atılım yapmak
imkansızdır. ABD Enerji Bakanlığının 2003 yılında yayınladığı beyanının özet kısmı bu
şekildedir [2]:
“Accelerators underpin every activity of the Office of Science and, increasingly, of the entire
scientific enterprise. From biology to medicine, from materials to metallurgy, from elementary
particles to the cosmos, accelerators provide the microscopic information that forms the basis
for scientific under-standing and applications.”
Gelişmiş ülkeler GSMH’lerinin en az %2’sini Ar-Ge’ye harcıyor ve Ar-Ge harcamalarının
yaklaşık %2’sini hızlandırıcı teknolojileri ve uygulamalarına ayırıyor. Bu kapsamda Türkiye
hızlandırıcılara her yıl en azından
320 milyon dolar harcamalıdır. Maalesef, gerçek
harcamamız yıllık 10 milyon doların altındadır.
Sayın Cumhurbaşkanımızın himayesinde başlatılan Türk elektrikli araba üretimi (TOGG)
programı ülkemiz ve bölgemiz için istisnai öneme sahiptir. Bu bakımdan TOGG üretiminde en
ileri düzey teknolojilerin kullanılması elzemdir.
TOBB ETh Doktora ve Yüksek Lisans öğrencilerinden oluşan bir grup tarafından MBN524
“Parçacık Hızlandırıcıları ve Uygulamaları” dersinin
2020 Güz döneminde proje olarak
hızlandırıcıların otomotiv sektörde kullanımı ile ilgili bir fizibilite çalışması gerçekleştirildi.
Bu Bilgi Notunda parçacık hızlandırıcılarının (keV ve MeV enerjili elektron demetleri, iyon
implantasoyonu vb) otomotivde kullanımı ile ilgili son durum irdelenerek, Dünyanın önde
gelen otomobil firmalarının hızlandırıcı kullanımı ile ilgili örnekler verilecektir.
Benzer çalışmaların diğer ileri teknolojiler (lazer, plazma vb) için de yapılması gerektiğini
düşünüyoruz. Bunların hepsinin TOGG çerçevesinde uygulanması şart olmayabilir, ama
dünyadaki son gelişmeleri takip ederek gereken adımları atmak zorundayız.
Prof. Dr. Saleh SULTANSOY, TOBB ETh Öğretim hyesi
1
KAYNAKÇA
1. S. Sultansoy, “Parçaçık Hızlandırıcıları: Dün, Bugün, Yarın”, dağrılı konuşma, 1.Ulusal
Parçacık Hızlandırıcıları ve Uygulamaları Kongresi,
25-26 Ekim 2001, TAEK, Ankara.
2. Office of Science Occasional Paper (2003) “Accelerator Technology for the Nation”
3. S. Sultansoy, “Accelerator Technology for the Mankind”, Invited Talk at the Fourth Eurasian
Conference on Nuclear Science and its Applications, Baku, Azerbaijan, 31 October - 03
4. Web sayfası: Accelerators for America’s Future, http://www.acceleratorsamerica.org/;
5. Web sayfası: Accelerators for Society, http://www.accelerators-for-society.org/
2
Parçacık Hızlandırıcılarının Otomotiv Sektörde Kullanımı
Osman Emre DELİALİOĞLU
1. HIZLANDIRICI NEDİR
Parçacık hızlandırıcıların tümü, potansiyel farktaki (voltaj) yüklü bir parçacığın bu potansiyel
fark boyunca hızlandırılacağı basit fikrine dayanır. Bu ivme, bir kütlenin düştüğü zaman yere
doğru düştüğü ivmesine benzer. Potansiyel bir farkta yüklü bir parçacığın ivmesini, potansiyel
bir farkın içinden 'düşen' parçacık olarak düşünebiliriz.
Bir hızlandırıcı, protonlar veya elektronlar gibi yüklü parçacıkları yüksek hızlarda, ışık hızına
yakın bir şekilde iter. Daha sonra bir hedefe veya ters yönde dolaşan diğer parçacıklara
çarpılırlar. Bu çarpışmaları inceleyerek, fizikçiler sonsuz küçük dünyayı inceleyebilirler.
Şekil 1.1: Stanford Doğrusal Hızlandırıcı Kompleksi.
2. HIZLANDIRICI UYGULAMA ALANLARI [1]
Bugün dünyada çalışan 40000 hızlandırıcının yarısı sanayide kullanılmaktadır. Bunların en
yaygını mikro-elektronik alanında yarıiletken aletlerin yapımı için kullanılan iyon
implantatorlardır. Bir diğer yaygın kullanım alanı da kimya sanayisinde polimerlerin
modifikasyonudur. Yüzey modifikasyonu için kullanılan hızlandırıcılar da bulunmaktadır.
Şekil 2.1: İyon İmplantator Sistemi.
3
Sayısal bakımdan ikinci sırada tıp alanında kullanılmakta olan hızlandırıcılar gelmektedir.
Bunların en yaygını tümör tedavisinde kullanılan elektron doğrusal hızlandırıcılarıdır. İkinci
ve üçüncü sırayı izotop üretimi için kurulmuş siklotronlar ve tümör tedavisinde kullanılan
proton hızlandırıcıları almaktadır. Sonuncu ise çok önemli bir gelişme olarak tümör tedavisinde
kullanılan hafif çekirdek hızlandırıcılarıdır.
Şekil 2.2: Medikal Amaçlı Elektron LINAC’ı.
Malzeme bilimi, kimya, biyoloji alanlarında temel ve uygulamalı araştırmalara yönelik
hızlandırıcıları iki sınıfa ayırabiliriz:
- sinkrotron ışınımı kaynakları ve serbest elektron lazerleri
- hadron (proton ve çekirdek) hızlandırıcıları ve bunlardan alınan ikincil demetler (nötron,
mezon, muon vb.)
Şekil 2.3: SwissFEL X-ışını S.E.L.(solda) ve CERN Büyük Hadron darpıştırıcısı (sağda).
4
3. SAYISAL OLARAK HIZLANDIRICI KULLANIM ALANLARI
Tablo 3.1: 2017 Yılı Aktif Hızlandırıcı Sayıları [2].
5
4. ELEKTRON HIZLANDIRICILARININ SANAYİDE KULLANIM ALANLARI
Şekil 4.1: Endüstride Elektron Hızlandırıcıları.
5. HIZLANDIRICILARIN OTOMOTİVDE KULLANIMI
Son yıllarda parçacık hızlandırıcılarının otomotivde kullanımı hızla yaygınlaşmaktadır.
Dünyanın öncül araba üreten firmaları elektron ve iyon demetlerinin üretimde kullanılmasına
ve ilgili Ar-Ge çalışmalarına özel bütçeler ayırmaktadır.
Parçacık hızlandırıcılarının arabanın çeşitli kısımlarında kullanımı ile ilgili bilgiler aşağıda
verilmiştir [4].
Şekil 5.1: 2007 Opel Astra GTC Hibrit Konsepti.
6
5.1 Motor
> Turbo: Turboşarj üreticileri, geleneksel kaynak tekniklerinden elektron demet kaynağına
geçiyor. Bu teknik, tamamen otomatik hale getirilebilir ve kaynak sonrası işlemler gerekli
olmadığından, geleneksel kaynağa göre daha ucuz ve daha az zaman alıcıdır.
> Yüksek Performanslı İletken Kablo Yalıtımı: Motor gibi arabanın sıcak bölgelerindeki
elektrik kablolarını korumak için gereken plastik yalıtım elektron demetleriyle çapraz
bağlanmıştır. Polimerlerin çapraz bağlanması, plastiğin ısıtıldığında erimek yerine büzülmesini
sağlar.
> Eksantrik Mili, Valfler, Pistonlar, Tahrik Halkaları, Krank Mili, Külbütör Kolları ve
Dişliler: Frenlere benzer şekilde, motorun birçok parçası iyon aşılamasıyla yüzey
sertleştirmeden faydalanabilir. Tahrik halkaları ve dişliler gibi birçok parça, dayanıklılığı
artırmak için elektron demet kaynağına tabi tutulabilir.
5.2 Gövde, Kaporta, Tampon ve Çamurluk
Otomobil gövde ve panelleri için çelik ve alüminyum gibi metaller yerine karbon fiber
kompozitler kullanmak, arabanın yapısal bütünlüğünü korurken ağırlığını önemli ölçüde
azaltabilir. %80’e varan ağırlık azalışı, yakıt verimliliğinin iki katına çıkarılmasıyla
sonuçlanabilir. Bu günlerde birçok otomobil çamurluklar için karbon fiber kompozitler
kullanıyor. Bu karbon fiber parçaların güçlendirilmesi, parçacık hızlandırıcıların x-ışınları
ürettiği x-ışını işlemi ile yapılabilir.
5.3 Ön Panel
> Hava Yastığı Ateşleyici Kartuşlar: Geleneksel kaynak teknikleri yerine elektron ışını
kaynağı kullanmak, hava yastığı ateşleyici kartuşların kaynak yapılmasını en iyi hale
getirebilir.
> Elektronik: Günümüzde kullandığımız tüm elektronik cihazların kalbinde yarı iletkenler
vardır. Bu yarı iletkenler, hızlandırıcılar kullanılarak iyon aşılama ile üretilir.
7
5.4 İç Kısım
> Plastik Polietilen Sünger: Arabanın iç kısmının koltuklarında, kapılarında ve tavanında
kullanılan plastik köpük, yine elektron demetleri kullanılarak ısıtılan şişirici maddelerle
köpük üreten elektron demetleri kullanılarak çapraz bağlanır
5.5 Tekerlek Bileşenleri
Lastiklerde kullanılan kauçuk, yüksek enerjili elektron demetleri kullanılarak üretilebilir.
Aşılama ve çapraz bağlama polimerlerinden oluşan bu işlem; geleneksel, kimyasal olarak
başlatılan/desteklenen işlemlere göre daha ucuz ve daha çevre dostudur.
Tablo 5.1: Hızlandırıcı Kullanan Endüstriyel Süreçlerle hretilen Parçalar.
ARABA PARÇALARI
ENDhSTRİYEL ShREdLER
Yüksek performanslı elektrik
Polimerlerin çapraz
telleri izolasyonu
Malzemeyi elektron demeti ile
bağlanması
Plastik (Polietilen [PE]) köpük
ışınımlama yöntemi
Lastik bileşenleri
(Işınımlama İşlemi)
Çamurluk
Kompozitlerin X ışınları
Gövde çerçevesi
ile kürlenmesi
Paneller
Dişliler
Sürücü halkaları
Rot başları
Kaynaklama
Malzemeye elektron demeti ile ısıl
Turboşarj
işlem uygulama yöntemi
Hava yastığı ateşleyici
(Isıl İşlem)
Kartuşları
Isıl İşlem
(Yüzey Sertleştirme
Eksantrik mili
amaçlı)
Yarı iletkenlere iyon
Elektronikler
aşılama
Eksantrik mili
Valfler
Pistonlar
İyon aşılama yöntemi
Metallere iyon aşılama
Krank mili
(Yüzey sertleştirme
Külbütör çekiçleri
amaçlı)
Fren balataları
Fren diskleri
Fren kaliperleri
8
KAYNAKÇA
1. S. Sultansoy, “Parçaçık Hızlandırıcıları: Dün, Bugün, Yarın”, dağrılı konuşma, 1.Ulusal
Parçacık Hızlandırıcıları ve Uygulamaları Kongresi, 25-26 Ekim 2001, TAEK, Ankara.
_parcacik_hizlandiricilari_duen_buguen_yarin.pdf
3.Web sayfası: Accelerators for America’s Future, http://www.acceleratorsamerica.org/;
6. Uluslararası Atom Enerjisi Ajansı (IAEA), Emerging Applications of Radiation Processing,
sayfa 119 [2004]
7. M.R. Cleland, R.A. Galloway, D. Montoney, D. Dispenza, A.J. Berejka, Raditation Curing
of Composites for Vehicle Components and Vehicle Manufacture
8. Elektron Demet Kaynağı, http://www.camvaceng.com/turbochargers.asp,
10. Amerikan Malzeme Topluluğu (ASM), Surface Hardening of Steels: Understanding the
Basics
11. Kangok Lee, Gyuyeop Lee, Kyeongho Han, Jaedek Han, Kiehyung Chung, Cellulose
Modification Study by E-Beam Irradiation & Its Applications [2008]
9
13. Robert W. Hamm and Marianne E. Hamm, Eds., “Introduction to the Beam Business” in
Industrial Accelerators and Their Applications (World Scientific, Singapore, 2012), ISBN-13
978-981-4307-04-8.
10
Polimer Malzemelerin Elektron Demeti İle Çapraz Bağlanması
Esra BEDİR
1. GİRİŞ
Elektron demeti ile polimerlerin çapraz bağlanma yönteminin dünya çapında en büyük pazarını
otomotiv endüstrisi oluşturmaktadır. Bu raporda otomobilin motor kablolarında ve egzoz
çevresinde kullanılan yalıtılmış tel ve kabloların elektron demeti ile çapraz bağ yapısını ve
bunun polimere sağladığı gelişmeler anlatılacaktır. Ayrıca araba tekerlek malzemesinin ana
maddesi olan kauçuğun da elektron demeti ile çapraz bağ yapısı ve bunun kauçuğa sağladığı
katkılara değinilecektir. Bunlara ek olarak otomotiv endüstrisinde en çok kullanılan polimer
olan polietilenin (PE) genel özelliği ve çapraz bağ yapısı ile beraber PE’nin ve yine otomotivde
sık kullanılan polimer olan polivinilklorürün (PVC) elektron demeti ile çapraz bağlanmadan
sonraki ısıya karşı dayanıklılığının arttığı karşılaştırma tablosu verilmiştir. Bütün bu bilgilerle
beraber elektron hızlandırıcısının yapısı, elektron demeti ile çapraz bağlanma esnasında
elektronun hareketi ve çapraz bağlanma yapısı, çapraz bağlanma yöntemlerinin
karşılaştırılması, elektron demeti ile çapraz bağlanma yaparken temel iki parametre olan voltaj
ve radyasyon dozunun etkisi, elektron demetinin kullanımının dünya çapındaki yeri ve en son
elektron demeti ile çapraz bağlanmanın avantajlarına ve dezavantajlarına değinilmiştir.
2. POLİETİLEN POLİMERİ VE ÇAPRAZ BAĞ YAPISI
Polietilenler dünya çapında en çok kullanılan plastik çeşididir. Plastik pazarının %70’inden
daha fazlasını oluşturur. Bunun nedenleri arasında ise kolay üretilme, kolay işlenebilme ve
ucuz olması vardır. Bunlara ek olarak polietilen 150-250°C arası gibi düşük sıcaklıklarda
işlenebilir. Ayrica polietilen bazı prosesler için gerekli görülen çoğu katkı maddeleri ile iyi bir
uyumluluk gösterir.
dapraz bağ oluşturulan polietilenler yüksek sıcaklıklarda arzu edilen özelliklerini devam
ettirebilirler. dapraz bağ polimerlerde üç boyutlu ağ yapısı oluşturur. dapraz bağ yapısı Şekil
2.1,
2.2 ve 2.3’te görülmektedir. Oluşturulan bu üç boyutlu ağ yapısı polimerin darbe
mukavemetini, sürünme direncini, çatlak büyümesi direncini ve çevresel gerilim-çatlak
direncini artırır [5].
11
Çapraz bağ
Şekil 2.1: dapraz bağ olmayan PE [1].
Şekil 2.2: dapraz bağ olan PE [1].
Şekil 2.3: dapraz bağlanma yapısı [1].
3. ELEKTRON HIZLANDIRICISININ YAPISI
Elektron demeti ile yapılan çapraz bağlanma fiziksel bir çağraz bağlanma yöntemidir. Elektron
demeti bu işlemi organik malzemede radikaller oluşturarak gerçekleştirir
[1]. Elektron
hızlandırıcısının gerek temel bölümleri gerek dış görünüşünü inceleyecek olursak:
Şekil 3.1: Elektron hızlandırıcısının yapısı [4].
12
Şekil 3.2: Elektron hızlandırıcısının temel bölümleri [4].
Şekil 3.1’de göründüğü gibi boyutsal olarak oldukça çok yer kaplamaktadır. Temel bölümleri
ise Şekil 3.2’de verildiği üzere:
• Yüksek voltaj jeneratörü
• Elektron hızlandırıcı
• Tarayıcı sistem ve pencere
• Ürün yönetme sistemi
• Kontrol sistemi
• Radyasyondan koruma alanı ve personel koruma sisteminden oluşmaktadır.
4. ELEKTRON DEMETİ İLE ÇAPRAZ BAĞLANMA ESNASINDA ELEKTRONUN
HAREKETİ VE ÇAPRAZ BAĞLANMA YAPISI
Şekil 4.1’de görüldüğü üzere katotta oluşturulan elektron yüksek vakum içinde hızlanarak
vakumdan çıkar ve numuneye doğru hareket eder.
Şekil 4.1: Elektronun işlem sırasındaki hareketi [1].
13
Şekil 4.2’de verildiği üzere elektron demet kaynağından numuneye gelen elektron malzeme
içerisinde çapraz bağlanmayı başlatır. Nihayetinde polimer malzemede üç boyutlu bir ağ yapısı
elde edilmiş olur.
Şekil 4.2: Elektron demeti ile çapraz bağ oluşumu [1].
5. ÇAPRAZ BAĞ YAPMA YÖNTEMLERİNİN KARŞILAŞTIRILMASI
Polimerlerde çapraz bağ oluşturmak için peroksit, silan ve elektron demeti gibi belli başlı
yöntemler mevcuttur. Bunlardan peroksit ve silan kimyasal çapraz bağ oluşturma
yöntemleridir. Elektron demeti ise fiziksel bir çapraz bağ oluşturma yöntemidir. Tablo 5.1’de
bu yöntemlerin karşılaştırılmış hali mevcuttur. Bu tabloda siyah çerçeveye alınmış PE ve PVC
polimeri otomotiv endüstrisinde en çok kullanılan polimer çeşitleridir.
Tablo 5.1: dapraz bağ yapma yöntemleri [1].
14
5.1 Elektron Demeti ile Yapılan Çapraz Bağlanmanın PE’deki Etkileri
✓ Yüksek sıcaklık dayanımı
✓ Darbe mukavemeti
✓ Çekme mukavemeti
✓ Sürünme ve yorgunluk direnci
✓ Gerilim-çatlak direnci
✓ Aşınma direnci
✓ Kimyasallara karşı direnci gibi özelliklerinde önemli bir artış görülür [1].
6. ELEKTRON DEMETİ İLE ÇAPRAZ BAĞLANMA YAPARKEN TEMEL İKİ
PARAMETRE: VOLTAJ VE DOZ
Burada penetrasyon derinliği temel olarak kinetik hıza ve malzemenin yoğunluğuna bağlıdır.
Yüksek voltajda daha derin bir penetrasyon sağlanmaktadır.
Verilen doz ise temel olarak malzemeye ulaşan toplam enerjiye bağlıdır. Malzemeye ulaşan
toplam enerji temelde malzeme yüzeyine çarpan elektron miktarına bağlıdır.
Hem voltajın hem de dozun malzeme üzerindeki etkisi Şekil
6.1’de ayrıntılı olarak
gösterilmiştir [1].
Şekil 6.1: Elektron demet ile çapraz bağ yapmanın temel parametreleri [1].
15
7. KIDS FORMÜLÜ
Elektron demeti ile çapraz bağ yaparken KIDS olarak geçen K*I=D*S formülünden
yararlanılır:
K: Seçilen çalışma parçası için makinenin tabule K-değeri
I: Salınan akım
D: hrünün yüzeyine ulaşan doz
S: Proses hızı
*K-değeri tabloları makineye ve imalata özeldir. Bu değer: üretime, pencere metal levha
kalınlığına, destek yapı geçişine, voltaja, hava boşluğuna vb. bağlıdır [1]. Şekil 7.1’de bu
formülün içerdiği parametreler mevcuttur.
Şekil 7.1: Elektron demeti dozunun yüzeydeki etkisi [1].
8. ELEKTRON DEMETİ İLE ÇAPRAZ BAĞ YAPMANIN ENDhSTRİDEKİ YERİ
dapraz bağlanma sağlamak için kullanılan elektron demeti malzemede sağladığı gelişmeler
sayesinde dünya çapında farklı alanlarda kullanılmaktadır. Bu kullanım alanları Şekil 8.1’de
gösterilmiştir.
16
Şekil 8.1: Elektron demeti ile çapraz bağ yapmanın dünyadaki kullanım alanları [3].
9. ELEKTRON DEMETİ İLE ÇAPRAZ BAĞ YAPMANIN KULLANIM ALANLARI
9.1 Elektriksel Olarak Yalıtılmış Tel ve Kablolarda
Tel ve kablolar polimer yalıtkan bir malzeme ile kaplanır. Elektriği taşıyan yalıtılmış iletkenler
olarak bilinirler.
Tel ve kablolarda kullanılan yalıtkan polimerlerin çapraz bağ yapılmak istenmesinin ana sebebi
yüksek sıcaklıklarda performansının artmasını sağlamaktır [2].
Elektron demeti ile çapraz bağlanmış tel ve kablo yalıtkan polimerleri üstün özellikler
gösterirler. Bu konuda en önemli pazarı otomotiv endüstrisi oluşturmaktadır. Şekil 9.1.1’de
elektron demeti ile çapraz bağlanma işlemi, Şekil 9.1.2’de ise bu yöntemle üretilmiş tel ve
kabloların otomotivde kullanıldığı yerler verilmiştir.
Şekil 9.1.1: Yalıtılmış kablonun çapraz bağ yapma adımları [2].
17
Şekil 9.1.2: dapraz bağlanmış polimerin otomotivde kullanım yerleri [3].
Elektron demeti ile çapraz bağlanmış yalıtkan tel ve kablolar; kısa devre ve lehimleme
esnasında yüksek sıcaklıktan dolayı erimez ve akmaz. Ayrıca motor ve egzoz borusunun
yakınında bulunan kablolar stabilliği sağlar. Tüm bunlara ek olarak; aşınma direnci, gerilim-
çatlak direnci ve kimyasal çözücülere karşı direnç sağlar [2].
Tablo 9.1.1: Elektron demeti ile çapraz bağlanmış polimerlerin ısı-direnç sıcaklıkları [2,7].
Polimer Türleri
HRT(°C)
PE
80
Elektron demetiyle çapraz bağlanmış PE
120
yalıtılmış kablo
PVC
60
Elektron demetiyle çapraz bağlanmış PVC
100
yalıtılmış kablo
18
9.2 Araba Tekerleklerinde
Elektron demeti ile çapraz bağlanan kauçuk, tekerleğin her bir kısmında eşit kalınlığa sahip
olur. Ayrıca tekerleğin üretim ve montajı esnasında şeklini ve boyutunu korur. dapraz bağlama
işlemi için düşük ve orta enerjili (500-800 keV) elektron demetiyle yapılır. Şekil 9.2.1’de
sıcaklığa karşı görece mukavemet grafiği verilmiştir. Bu grafikte elektron demetine maruz
kalmamış (nonirradiated) ve farklı iki radyasyon dozuna (100 ve 200 kGy) maruz kalmış
kauçuğun artan sıcaklığa göre davranışı ele alınmıştır. Oda sıcaklığında artan radyasyon dozu
ile mukavemette artış gözlenmektedir. Fakat elektron demeti ile çapraz bağlanmamış kauçuk
oda sıcaklığında bile çok düşük mukavemet değeri vermiştir. Farklı radyasyon dozuna tabi
tutulan kauçuk artan sıcaklıkta bile tatmin edici mukavemet değerleri vermiştir.
Şekil 9.2.1: Artan sıcaklıkta radyasyon dozunun mukavemetteki etkisi [2].
Araba tekerleklerinde elektron demetini kullanarak kauçukta çapraz bağlanma yapan
firmaların başında Goodyear Corporate ve The Firestone Tire&Rubber Co. bulunmaktadır [6].
19
10. ELEKTRON DEMETİ İLE ÇAPRAZ BAĞ YAPMANIN AVANTAJLARI VE
DEZAVANTAJLARI
10.1 Avantajları
o Reaksiyon oda sıcaklığında gerçekleşir.
o Reaksiyon saniyeler içinde tamamlanır ve yüksek verimlilik elde edilir.
o Reaksiyon herhangi bir katkı maddesi olmadan gerçekleşebilir ama katkı
maddeleri reaksiyonu hızlandırıcı görev üstlenebilir.
o dok ince yalıtım katmanları için uygundur [1].
10.2 Dezavantajları
❑ Polimer çeşitleri çok olduğundan bunların testleri ve gelişimi için optimizasyon
gereklidir.
❑ Düzensiz şekillerin çapraz bağlanması zordur ama bu son zamanlarda 3 boyutlu
elektron demeti kürleme sistemi ile değişmektedir [1].
11. SONUÇ
Polietilen ve polivinilklorür polimerleri ucuz, kolay işlenebilir ve çoğu katkı maddeleri ile
uyumlu bir bileşen oluşturdukları için endüstride epeyce kullanılmaktadır. Elektron demeti ile
çapraz bağlanmış bu polimerler tel ve kablo yalıtım malzemesi olarak tercih edilmektedir.
Çünkü elektron demeti ile çapraz bağlanan bu polimerlerde çapraz bağ yoğunluğu yüksek
olmakla beraber bu polimerlerin yüksek sıcaklık dayanımı, darbe mukavemeti, çekme
mukavemeti, sürünme ve yorgunluk direnci, gerilim-çatlak direnci, aşınma direnci ve
kimyasallara karşı direnç gibi özelliklerinde önemli bir artış sağlar. Bütün bu önemli artışlardan
dolayı özellikle araba motor kablolarında ve egzoz çevresinde bulunan kablolarda elektron
demetiyle çapraz bağlanmış yalıtımlı tel ve kablolar kullanıldığından bu yöntemin en büyük
pazarını otomotiv endüstrisi oluşturmaktadır. Bunlara ek olarak her yerde eşit bir kalınlık ve
gerek üretim gerek montaj kısmında boyutsal kararlılık sağladığından ötürü araba tekerlek
malzemesinin çoğunu oluşturan kauçuğun çapraz bağlanmasında da elektron demeti
kullanılmaktadır. Elektron demeti ile çapraz bağ yapma yönteminin oda sıcaklığında
gerçekleşiyor olması, reaksiyonun saniyeler içinde tamamlanması ve yüksek verimlilik elde
edilmesi ve hiçbir katkı maddesine ihtiyaç duyulmadan yapılması bu yöntemi daha cazip
kılmaktadır.
20
KAYNAKÇA
[1] Daresbury e-beam Seminar: Polymer Crosslinking, 28/05/18, Crosslinking of Polymer
[2] Makuuchi, K., & Cheng, S. (2012). Radiation processing of polymer materials and its
industrial applications. John Wiley & Sons.
[3] THE INDUSTRAL AND ENVIRONMENTAL APPLICATIONS OF ELECTRON
[4]
Electron-beam crosslinking
technology,
Edition
2013, White Paper,
[5] Tamboli, S. M., Mhaske, S. T., & Kale, D. D. (2004). Crosslinked polyethylene.
[6] Industrial Application of Electron Beam- Crosslinking, Project(BSC), University of
21
X Işınları Kullanarak Kompozit Kürleme Yöntemi
Burak DAĞLI
1. GİRİŞ
Araç bileşenlerinde ve araç imalatında çelik veya alüminyum gibi bazı metal kullanımları,
yapısal bütünlüğü korurken önemli ölçüde ağırlık tasarrufu sağlamak için karbon fiber
kompozitler ile değiştirilebilir. Uçak ve havacılık endüstrisi bu konsepti tamamen benimsemiş,
otomotiv sektörü ise kısmen benimsemiş durumdadır[1]. Kompozit malzeme, en az iki farklı
malzemenin makro boyutlarda birleşimi ile oluşan malzemelerin genel adıdır. Araç
bileşenlerinde kullanılabilen karbon fiber kompozitlerin bileşenleri ise şu şekildedir;
• Takviye malzemesi olarak karbon fiber
• Matris malzemesi olarak epoksi reçine
Karbon fiberi bir arada tutma görevi gören epoksi reçine yoğun akışkan halde iken ilave edilir
ve çeşitli yöntemlerle çapraz bağlanması sağlanarak sert katı hale getirilir. Bu işleme kürleme
adı verilir. En sık kullanılan yöntem kompozit içine çeşitli kimyasallar ekledikten sonra
kürleme sıcaklığında belli bir süre tutmaktır. Bu işleme ısıl kürleme denir. Isıl kürleme
yönteminin bir diğer alternatifi ise radyasyon ile kürleme yöntemidir. Radyasyonla kürleme
işlemine uygun bir epoksi reçine seçilerek, karbon fiber kompozitlerin üretimi
basitleştirebilir[2].
2. OTOMOTİVDE KOMPOZİT KULLANIMIN AVANTAJLARI
Yaklaşık
750 kilogram ağırlığındaki tipik bir çelik otomobil gövdesi, karbon fiber
kompozitlerle değiştirilirse ağırlığı yaklaşık 155 kilogram olacaktır. Araç şasisi ve gövde
çerçevesi gibi yapısal elemanlar da karbon fiber kompozitlerden üretilebilir. Tipik gövde
ağırlığının yalnızca %20'si ile bu tür araçlarda daha küçük, daha hafif ve yakıt verimliliği
yüksek motorlar kullanılabilir. Ticari uçak üreticileri, ağırlıkta %40 azalma için alüminyum
yerine büyük karbon fiber yapıları benimsedi ve büyük uçaklar için yakıt maliyetlerinde
yaklaşık % 20'lik bir tasarrufa karşılık geliyordu. Bir otomobilin yakıt verimliliği %80 ağırlık
azaltımı ile yaklaşık iki katına çıkarılabilir[1].
22
Tablo 2.1: Araç bileşenlerinde gövde görevi görebilecek bazı malzemelerin özgül
ağırlıkları[1].
Malzeme
Özgül ğırlık
Çelik
7.8
Alüminyum
2.7
Karbon Fiber Kompozit
1.6
Otomotiv Kompozit Konsorsiyumu (ACC), kompozit malzemelerden yapılmış bir ön bölümü
olan deneysel bir Ford otomobilinin çarpışma testlerini gerçekleştirdi ve tipik bir metal araba
kadar güvenli olduğu sonucuna vardı. Karbon fiber takviyeli kompozit panellerin aynı
kalınlıktaki alüminyum panellerden daha fazla darbe direncine sahip olduğu görüldü[1].
Şekil 2.1: X-ray ile serleştirilmiş karbonfiber kompozit (sol) ve alüminyum (sağ) plakalara
bir çubuk ile aynı kuvvet uygulanıyor. Kompozitte çukur oluşurken alüminyum çatlak
oluşuyor[1].
23
3. OTOMOTİVDE KOMPOZİT KULLANIMIN ÖRNEKLERİ
Otomobillerde ısıl kürlenmiş kompozit malzemeler için devam eden bazı uygulamalar;
▪ GM Corvette'in dış gövdesi ve yaprak yayları[1],
▪ Porsche Carrera GT'nin alt şasesi[1],
▪ BMWi3 serisi[2],
▪ Tesla Motors tarafından geliştirilen Roadster elektrikli otomobilin tüm gövdesi[5].
örnek olarak verilebilir.
Şekil 3.1: Gövdesi ve yaprak yayları kompozitten yapılmış 1953 model GM Corvette.
Şekil 3.2: Alt şasesi kompozitten yapılmış Porsche Carrera GT.
24
Şekil 3.3: Gövdesi karbon fiber kompozitten yapılmış BMWi3 serisi.
Şekil 3.4: Tüm gövdesi kompozitten yapılmış Tesla Motors tarafından geliştirilen elektrikli
otomobil.
4. RADYASYON İLE KhRLEME YÖNTEMİ
Motorlu taşıt endüstrisi, otomobillerdeki bazı yapısal olmayan bileşenler için kompozit
malzemeler kullanıyor, ancak ısıl kürleme süreleri ve yüksek hacimli üretim süreçlerindeki
diğer problemler nedeniyle bu teknolojiyi yaygın olarak benimseme konusunda isteksiz
davranıyor. Öte yandan ısıl kürleme yerine radyasyonla sertleşirme, karbon fiber kompozitlerin
üretimini basitleştirebilir[1].
4.1 Elektron Demeti Kullanarak Kürleme
Radyasyon ile kürleme, otomobil endüstrisi için tamamen yeni bir kavram değildir. Lastikler,
köpük paneller ve yüksek performanslı elektrik kabloları gibi birçok araç parçası halihazırda
radyasyonla çapraz bağlama yöntemi ile üretiliyor. Lastik üretiminde elektron hızlandırıcılarda
hızlandırılmış elektron demetleri kullanılarak lastiğin bazı bileşenlerinin sertleştirilmesi
sağlanıyor. Bu elektron demeti ile rasyasyonlama işlemi, daha düzgün ve dengeli bir lastik
25
üretilmesinin önünü açıyor. Bu sayede lastiğin kalınlığında ve ağırlığında bir azalmaya
gidilerek malzemeden tasarruf edilmesi ve üretim maliyetinin düşürülmesi sağlanıyor[1].
4.2 X - Işınları Kullanarak Kürleme
Ne yazık ki elektron demeti ile kürleme işlemini kalın kompozit parçalar için uygulayabilmek
mümkün değildir. Elektron demetinin kompozit malzeme içerisine nüfuz etme derinliği
yaklaşık olarak 2.5 cm ile sınırlıdır. Kalınlığın engel teşkil ettiği durumlarda yüksek enerjili
elektron demetlerinin bir hedef üzerine çarptırılması ile elde edilen X ışınları kullanılabilir. X
ışınları, endüstriyel olarak uygulanabilir en yüksek voltajlı elektron demetlerinin bile en az 10
katı, malzeme içine nüfuz etme derinliğine sahiptir. Tablo 2’de farklı kaynaklardan elde edilen
elektron demeti ve X ışınlarının özellikleri karşılaştırılmıştır[3].
Tablo 4.2.1: Elektron hızlandırıcı kaynakları ve kompozit kürleme kapasiteleri[3].
5. ELEKTRON DEMETİNDEN X - IŞINLARI ELDE ETME VERİMLİLİĞİ
Yüksek enerjili X-ışınları, yüksek enerjili elektronların bir malzemeye çarpması ile yayılır.
Elektron demetinin gücünü, X ışını gücüne dönüştürme verimliliği, elektronların enerjisi ve
hedef malzemenin atom numarası ile artar. Tantal, tungsten ve altın, X ışını hedeflerine uygun
özelliklere sahiptir, ancak tantal, verimli ve geniş alanlı hedefler yapmak için en uygun ve
ekonomik malzemedir[1].
26
Şekil 5.1: Elektron demeti kullanarak X ışınları üretiminin şematik gösterimi.
Elektron demetini X ışınına dönüştürme verimliliği düşüktür. Elektron demetininden X ışınları
elde etme verimliliği;
▪
5.0 MeV enerjili elektronlar ile yaklaşık % 8,
▪
7.5 MeV enerjili elektronlar ile yaklaşık %12,
▪
10.0 MeV enerjili elektronlar ile yaklaşık %16’dır.
Yüksek enerjili endüstriyel X-ışını jeneratörleri için kullanılan maksimum elektron enerjisi
genellikle 7,5 MeV'den azdır. Bu seçim, tantal hedeflerde nükleer reaksiyonların tetiklenmesini
önler. Düşük verimliliğe rağmen, gerekli doz oranlarını elde etmek için yüksek enerjili ve
yüksek akılı elektron hızlandırıcıları kullanılır[1].
6. KhRLEME YÖNTEMİNE UYGUN EPOKSİ REÇİNE SEÇİMİ[2]
Isıl kürleme işleminde kullanılan epoksi reçinelerde kürleme işlemini sağlayacak olan
kimyasallar reçine içinde karıştırılmış olarak bulunur. Bu yüzden reçine oda sıcaklığında
depolandığında istenmeyen bir şekilde kürlenmeye başlayabilir. Oysaki beklenen yapının
eldesi için kürlemenin kotrollü gerçekleşmesi gerekir. Bu nedenle ısıl işlem öncesi reçineyi
soğuk hava depolarında muhafaza etmemiz gerekir. Isıl işlem sırasında ise kürleme sıcaklığına
ulaşana kadar sıcaklığı kademeli olarak arttırmalıyız. Bu durum işlem süresinin artmasına
neden olmaktadır. Bununla birlikte, aminler, amitler veya anhidritler gibi kürleyici kimyalların
baz epoksi reçinelerin kendileri ile uyumsuz olduğu söylenebilir.
X-Işını ile kürleme işleminde kullanılan matris malzemesi ise üzerine akrilat grubu eklenmiş
epoksilerdir. Böylece serbest radikal polimerizasyon diğer adıyla çapraz bağlanma işlemi
gerçekleşebilir. Bu tür malzemeler, kaplama endüstrisinde uzun bir kullanım geçmişine sahiptir
27
ve uzun yıllar boyunca herhangi bir reaksiyon başlatılmadan veya jel oluşmadan oda
sıcaklıklarında depolanabilirler. Bu epoksiler uzun raf ömürleri ile bilinirler.
Şekil 6.1: Amin kimyasalı ile ısıl kürlenmiş epoksinin mikrofaz yapısı[2].
Şekil 6.2: X-Işınları ile kürlenmiş akrilatlı epoksinin mikrofaz yapısı[2].
7. RADYASYONLA KÜRLEME YÖNTEMİNİN AVANTAJLARI[4]
Isıl kürleme işlemine göre radyasyonla kürlemenin yararları;
▪ Pahalı olmayan kalıplar kullanılarak kürleme yapılabilir.
▪ Kalıbı ısıtmak soğutmak gibi işlemlere gerek kalmaz.
28
▪ Kürleme işleminin süresi büyük ölçüde azalır.
▪ Isı transferi kaynaklı problemler ile karşılaşılmaz.
▪ Tehlikeli uçucu emisyonların kullanımından kaçınılabilir.
▪ Farklı tasarımlara sahip çeşitli bileşenler ortak bir radyasyon kaynağı kullanılarak aynı
anda kürlenebilir.
8. ASTON-MARTİN KAPUTUNUN ÜRETİM KARŞILAŞTIRMASI[2]
Aston-Martin kompozit kaputu 2.4 m çaplı otoklav kullanılarak ısıl işlemle kürlendiğinde;
▪
6 tane kaput aynı anda kürleniyor.
▪
3 saatlik bir kürleme döngüsüne ihtiyaç duyar.
▪ Kürleme döngüsü için entegre güç talebi 192 kWh yani kaput başına tüketilen güç 32
kWh (192kWh / 6 ) olarak hesaplanmıştır.
▪ Isıl kürleme için kullanılan reçine oda sıcaklığında bozulmalar yaşadığı için soğuk
hava depolarında saklanmalıdır.
Şekil 8.1: Va
n otoklavdan
Aston-Martin kompozit kaputu 7.0 MeV, 700 kW X-ışını kaynağı ile kürlendiğinde;
▪ X-ışını kaynağı altında 0,425 m / dakika’lık bir hız ile geçiriliyor.
▪ X-ışınıma maruz kalma süresi kaput başına sadece 1,3 dakikadır.
▪ Kaput başına güç talebi yaklaşık olarak 25.26 kWh’dir.
▪ Saatte 47 kaput bu yöntemle kürlenebilir.
▪ Kürleme öncesi reçine oda sıcaklığında saklanabilir.
29
Şekil 8.2:
ızlandırıcı.
9. SONUÇ
Araç bileşenlerinde ve araç imalatında çelik veya alüminyum gibi malzemeler yerine karbon
fiber kompozitler kullanılabilir. Karbon fiber kompozitler sayesinde yapısal bütünlük
korunurken %80’e varan bir ağırlık azaltımı elde edilebilir. Bunun sonucu olarak büyük oranda
yakıt tasarrufu sağlanabilir[1]. Havacılık endüstrisi ve hız odaklı otomotiv üreticileri kompozit
kullanımı tamamen benimsemiş olmasına rağmen otomotiv sanayisinin büyük bölümü; üretim
maliyeti, ısıl kürleme süresi ve yüksek hacimde üretimdeki problemler yüzünden kompozit
kullanımı benimseyebilmiş değil. Öte yandan hızlandırıcı teknolojisinin gelişmesi ile
günümüzde kompozit üretiminde radyasyon ile kürleme yönteminin kullanılması kürleme
sürecini basitleştirebilir. Hızlandırıcılardan çıkan elektron demetlerinin hedef malzeme
çarptırılması ile elde edilen X ışınları kullanılarak kompozit malzeme kürlenebilir[1]. Bu
sayede daha az enerji tüketimi ile kompozit kürleme işlemi ısıl kürlemeye göre 23 kata kadar
hızlandırılabilir ve bu işlem otomasyona bağlanabilir[2]. Bu yöntem ile ucuz kalıplar
kullanılarak farklı bileşenlerin aynı anda kürleme işlemi yapılabilir. Ayrıca işleme uygun
seçilen reçine ısıl işlemde kullanılanın aksine oda sıcaklığında saklanabilir[2].
30
KAYNAKÇA
[1] M.R. Cleland, R.A. Galloway, D. Montoney, D. Dispenza, A.J. Berejka, “Radiation Curing
of Composites for Vehicle Components and Vehicle Manufacture”, 2009
[2] Berejka ,A., Montoney, D., Dispenza, D., Poveromo, L., Galloway, R., Cleland, M.,
Driscoll, M.,
“Power Demands for Curing Carbon Fiber Composites for Automotive
Components”, 2016
[3] Anthony J. Berejka , M.R. Cleland , R.A. Galloway , O. Gregoire , “X-ray curing of
composite materials”, 2005
[4] Kerluke, D., Cheng, S., “Electron beam processing for automotive composite applications”,
2002
cloth”, 2007
31
Elektron Demeti ile Kaynak Yöntemi
Çağlanaz AKIN
1. GİRİŞ
Kaynak, çoğunlukla metaller olmak üzere farklı malzeme parçalarının birleştirilmesi için
kullanılan bir imalat yöntemidir. Kaynak yapılırken dikkat edilmesi gereken en önemli hususlar
kaynak yapılacak malzemeye uygun yöntem ve dolgu malzemesi kullanımıdır. Otomotiv
sektöründe özellikle türbin çarkı, şanzıman bileşeni, rot başı, şasi ve ana gövde parçalarında
kaynak işlemi yapılmaktadır. Günümüzde kaynak bölgesinin dayanımının daha yüksek olması
adına daha verimli kaynak yöntemlerine yönelim bulunmaktadır. Bu yöntemlerde aranan
özellikler; yüksek verimlilik, yüksek dayanım ve düşük maliyetli olmasıdır. Verim ve dayanım
açısından oldukça öncelikli hale gelen lazer demetiyle kaynak ve elektron demetiyle kaynak
yöntemleri aynı zamanda kaynak yapılan iş parçası başına maliyete bakıldığında diğer
yöntemlerden daha avantajlıdır.
Elektron demetiyle kaynak yönteminde 0.01 mm’lik bir bölgeye bile kaynak yapılması
mümkündür. Bundan dolayı bu yöntem ileri teknoloji ve yüksek dayanım gerektiren
mühendislik işleri için tercih edilmektedir.
1.1 Kaynak Çeşitleri
Kaynak yöntemleri başlıca ark kaynağı, gaz kaynağı, plazma kaynağı, lazer demetiyle kaynak
ve elektron demetiyle kaynak olarak beş ana grupta incelenebilmektedir.
Ark Kaynağı: elektrik akımı yardımıyla metal dolgu malzemesi ısıtılır ve eritilir. Eriyik metal
ile parçalar birleştirilir. En yaygın kaynak çeşitlerinden biridir. Taşınabilir ekipmanları olması
ve her türlü mekânda yapılabiliyor olması nedeniyle kullanışlıdır. Dezavantajları ise, kaynak
boyutlarının çok büyük olması, metal yığma hızı ve verimliliğinin düşük olmasıdır. Ayrıca
kaynak sonrasında soğuyan dolgu malzemesinin üzerinde cüruf oluşmaktadır ve
temizlenmelidir.
Gaz Kaynağı: yakıt gazları veya oksijen kullanımıyla alev sıcaklığı artırılır. Sıcaklığı yüksek
olan alevle iş parçası malzemenin lokal erimesi gerçekleşir ve kaynak işlemi yapılır. Bu kaynak
çeşidinin avantajlarından biri dolgu malzemesi kullanılmıyor oluşudur. Dezavantajları ise, ark
kaynağında olduğu gibi kaynak boyutlarının çok büyük olması ve verimliliğin düşük olmasıdır.
32
Plazma Kaynağı: ark kaynağına çok benzeyen bu yöntemde, arkı stabilize etmek ve eriyiğin
korozyonunu önlemek amaçlı plazma gazı kullanılır. Plazma gazının sayesinde daha küçük
kaynak profilleri elde edilmektedir.
Lazer Demetiyle Kaynak: lazer demetleri/ışınları optik lensler yardımıyla hedefe odaklanır ve
enerjisi sayesinde iş parçası ergitilir. Kaynaklama hızının yüksek olması ve kaynak sonrası
işlem sayının düşmesi nedeniyle parça başı işlem maliyeti diğer yöntemlere kıyasla düşüktür.
Kaynak profilinin küçük olması da avantaj sağlamaktadır.
Elektron Demetiyle Kaynak: elektronlar hızlandırılarak yüksek kinetik enerji kazandırılır.
Demet halinde iş parçasına elektronlar çarptığında yüksek kinetik enerji ısıya dönüşür ve
parçayı eritir. Oldukça küçük kaynak profilleri yapılabilmesi, parça başı maliyetin düşük
olması ve kaynak verimliliğinin yüksek olması en önemli avantajları arasındadır.
1.2 Kaynak Çeşitlerinin Karşılaştırılması
Şekil 1.1’de farklı tip kaynakların kaynak profilini nasıl etkilediği gösterilmiştir.
Şekil 1.1: Farklı kaynak yöntemleriyle oluşan kaynak profillerinin gösterimi [1].
TIG ve MIG kaynakları birer ark kaynağı çeşididir. Şekil 1.1’de de görüldüğü gibi yüzeyde en
büyük alanda kaynak profili oluşturan kaynak tipleri TIG ve MIG kaynaklarıdır. Plazma
kaynağı bu iki kaynak tipine göre daha küçük bir profil oluştururken, lazer demeti ve elektron
demetiyle kaynak yöntemleri oldukça küçük ve derin bir kaynak profili oluşturur. Elektron
demetiyle kaynak yöntemi kaynak profili boyutları açısından en verimli kaynak tipidir.
33
Şekil 1.2: Sıradan kaynak yöntemiyle (sol) ve elektron demetiyle kaynak yöntemiyle (sağ)
yapılmış kaynakların gösterimi [2].
Ayrıca, Şekil 1.2’de de sıradan kaynak ve elektron demetiyle kaynak sonrası elde edilmiş
kaynak profili gösterilmiştir. Elektron demetiyle kaynak yönteminde hem ince hem de derin
bir kaynak profili elde etmek mümkündür.
2. ELEKTRON DEMETİYLE KAYNAK YÖNTEMİ
Elektron demetiyle kaynak yönteminde yüksek hızlandırma voltajı altından anottan katoda
doğru elektronlar hızlanır ve bir demet oluşturur. Oluşan demet elektronları odaklayan ve
saptıran bobinler yardımıyla hedef bölgeye çarpar ve kazandığı kinetik enerjiyi çarpışma
sonrasında ısıya çevirir. Isıyla birlikte hedef bölge erir ve eriyik kaynak için kullanılır.
Şekil 2.1: Elektron demetiyle kaynak yöntemi ve cihazın şematik gösterimi [3].
Şekil 2.1’de elektron demeti hızlandırıcısı ve kaynak yapılacak bölgesi gösterilmiştir. Cihaz
anot, katot, odaklayan ve saptıran bobinler ve vakum çemberinin yanı sıra yüksek voltaj
kablosundan oluşmaktadır.
34
Şekil 2.2: Elektron demetiyle kaynak yönteminin iş parçası üzerinde gösterimi [4].
Şekil
2.2’de ise kaynak anına dair bir illüstrasyon gösterilmiştir. Elektron demetinin
hareketiyle veya numunenin hareketiyle kaynak yapılabilmektedir. İki parçanın birleşimi bu
görseldeki şekilde mümkündür.
2.1 Elektron Demeti ile Kaynak Yönteminin Avantajları
Bu kaynak yöntemi birçok avantaja sahiptir ve bu avantajlar [5,6]:
• Yüksek güç yoğunluğu, demet odağında yaklaşık 107 W cm-2 güç yoğunluğu.
• Kaynak bölgesi için hazırlık gerektirmez.
• Dolgu malzemesi gerektirmez.
• Kaynak yapma hızıyla ve hgüç yoğunluğuyla kaynak profili kontrol edilebilir (Şekil
2.3).
• Vakumda yapıldığı takdirde kaynak cürufundan kaçınmak için bir işlem yapılmaz.
• Makine kontrollü işlemdir, elektriksel ve mekanik parametreler kontrol edilebilir.
• Kaynak parametreleri tekrardan kullanılabilir ve süreklilik sağlanır.
• Otomotiv sektörü gibi sektörlerde büyük çaplı üretime uygun cihazlar vardır.
•
0.5 mm kalınlığa sahip malzemelerde bile kaynak yapılabilir.
• Farklı tip malzemeleri birbirine kaynaklayabilir.
• İş parçası başına maliyeti diğer yöntemlere kıyasla düşüktür.
şeklinde sıralanabilir.
35
2.2 Elektron Demeti ile Kaynak Yönteminin Dezavantajları
Yöntemin dezavantajları ise [7]:
• Vakum çemberinin boyutları iş parçasının boyutlarını sınırlandırır.
• Manyetik malzemelere kaynak yapılması güçtür.
• Başlangıç maliyeti yüksektir. Cihaz pahalıdır.
• Karmaşık bir ekipmanı olduğu için cihazın teknik kontrolleri yapılmalıdır.
• İşlem sırasında X-Ray ışınımları ve radyasyon açığa çıkmaktadır.
şeklinde sıralanabilir.
2.3 Kaynak Değişkenleri
Yüksek güç yoğunluğu ve voltaj ısıyı artırır ve dolayısıyla elektronların nüfuzunu artırır.
Elektronlar daha fazla nüfuz ettiğindeyse kaynak profili derinleşir. Kaynak hızı arttığındaysa
elektronların nüfuzu azalır ve daha sığ kaynak profilleri elde edilir. Demetin oluştuğu bölgeyle
iş parçası arasındaki mesafe de kaynak profilini etkilemektedir. Bu mesafe arttıkça kaynak
profili derinliği azalmaktadır [8].
Ayrıca kaynak profilinin genişliği de hem hızla hem de odaklayan bobinlerin yerleştirildiği
yerle kontrol edilmektedir [8].
Sonuç olarak, hızlandırma voltajı, güç yoğunluğu, demet akımı, odaklayan bobinler, kaynak
hızı, vakum seviyesi, demetin çıktığı bölge ve iş parçası arasındaki mesafe kaynak
değişkenleridir. Kaynak profilini etkilediği gibi farklı malzemelerin kaynak sonrası
dayanımlarını da farklı şekilde etkilemektedir ve yapılacak işleme göre uygun değişkenlerin
seçilmesi önemlidir.
Şekil 2.3: Elektron demetiyle kaynaktan elde edilebilecek farklı kaynak profillerinin
gösterimi.
36
2.4 Elektron Demeti ile Kaynak Yönteminin Uygulanabileceği Malzemeler
Bu yöntem ile birçok farklı malzemeye kaynak işlemi yapmak mümkündür. Alüminyum ve
çelik arasında intermetalik fazlar oluştuğu için bu iki metal arasında dayanıklı kaynak yapmak
geleneksek metotlarla mümkün değildir. Elektron demetiyle kaynak yöntemi bu iki çok
kullanılan malzemeyi kaynaklamada kullanılabilir [9].
Şekil 2.4: Elektron demetiyle kaynak yöntemiyle birbirine kaynaklanabilecek malzemelerin
gösterimi. 100) kaynak yapılabilir, 75) farklı erime noktalarına sahipler fakat katı çözünürlük
var, 50) veri az fakat kaynak mümkün, 25) hiç veri yok ve kaynak yapılma ihtimali düşük, 0)
kaynak yapılamaz [10].
Şekil
2.4’te elektron demetiyle kaynak yöntemiyle birbirleriyle kaynak yapabilen
malzemelerin bir tablosu verilmiştir. Bu yöntem çoğu metalik malzeme arasında kaynak
yapmayı mümkün kılmasının yanı sıra bazı metallerle yarıiletken malzemelerin kaynak
37
yapmasını da mümkün kılmaktadır. Bu şekilde de otomotiv sektöründe yarıiletken teknolojinde
kullanılabilir.
2.5 Elektron Demetiyle Kaynak Yönteminde Cihaz Özellikleri
Elektron demetiyle kaynak yöntemi için tasarlanmış cihazlar hızlandırıcı voltajına, vakum
seviyesine ve iş çemberine göre değişiklikler göstermektedir.
Cihazların genellikle hızlandırıcı voltajı 120-150 kV arasında değişmektedir. Fakat hızlandırıcı
voltajı daha düşük olan cihazlar da uygulamaya göre tercih edilmektedir [11].
Şekil 2.5: a) vakum altında, b) atmosferde elektron demetinin görüntüsü [5].
Cihazda genellikle işlem vakum altında yapılmaktadır. Vakum, hem demetin yayılmasını
engelleyerek küçük kaynak profillerinin elde edilmesini kolaylaştırır hem de kaynak
bölgesinde empüritelerin oluşmasını engeller. Yapılacak işe göre seçilecek yüksek vakum, orta
vakum ve vakumsuz cihazlar bulunmaktadır [11]. Şekil 2.5’te vakum ve vakum olmayan
cihazlardan çıkan elektron demeti gösterilmiştir. Kaynak sırasında vakum kullanmak daha
küçük parçaları kaynaklayabilme imkânı sunar: dişliler, türbin çarkı, şasi gibi [5]. Atmosferde
gerçekleşecek kaynak işlemiyle ise büyük parçalara kaynak yapmayı mümkün kılar. Otomotiv
sektöründe ise ana gövde parçalarına kaynak vakum kullanmayarak gerçekleştirilebilir [5].
Son olarak iş çemberi yani kaynak işleminin yapıldığı bölüm cihazdan cihaza farklılık
göstermektedir. Şekil 2.6’da farklı iş çemberlerinin illüstrasyonu verilmiştir.
38
Şekil 2.6: farklı iş çemberlerinin gösterimi, a) standart, b) döngüsel, c) kilit iş çemberleri [1].
Standart iş çemberinde kaynak yapılacak parça ileri-geri ve sağ-sol yönlerinde hareket ettirilir.
Döngüsel iş çemberinde ise farklı parçalara sırayla kaynak yapmak mümkündür. Bu yöntem
seri üretime daha uygundur. Son olarak kilit (lock) iş çemberlerinde numune şekilde görüldüğü
gibi hareket ettirilerek kaynak işlemi yapılır.
2.6 Elektron Demetiyle Kaynak Cihazıyla Yapılabilecek Diğer İşlemler
Elektron demetiyle kaynak cihazıyla kaynak dışında farklı işlemler yapılabilmektedir. Yüzey
modifikasyonu, tavlama, sertleştirme, tekrar eritme ve alaşımlama ve desenleme/yapılama gibi
işlemler bu cihaz yardımıyla yapılabilmektedir [1,5].
Dişliler, türbin çarkları, şasi gibi otomobil elemanlarının parçalarını kaynakla birleştirirken
hedeflenen yüzey modifikasyonlarını da yapmak mümkündür.
3 ELEKTRON DEMETİYLE KAYNAK YÖNTEMİNİN OTOMOTİV
SEKTÖRÜNDE KULLANIMI
Günümüzde elektron demetiyle kaynak yöntemi çoğu sektörde üretim için kullanılmaktadır ve
bunlardan birisi otomotiv sektörüdür. Otomotiv sektöründe motor ve ana aksam içinde birçok
parça elektron demetiyle kaynak yöntemiyle kaynaklanabilmektedir ve büyük firmaların çoğu
bu yöntemi kullanmaya başlamış ve hatta seri üretime bile geçmişlerdir.
Şekil 3.1’de farklı otomobil parçaları gösterilmiştir. Bu parçalar elektron demetiyle kaynak
yöntemiyle kaynaklanmış veya modifiye edilmiştir. Elektron demetiyle kaynak yöntemiyle en
çok dişliler ve türbin çarklarında kaynak yapılmaktadır.
Kaynaktan ziyade desenleme/yapılama açısından bakıldığındaysa debriyaj taşıyıcısı, şanzıman
bileşenleri ve şaft montaj grubu elemanlarını elektron demetiyle kaynak yöntemiyle
desenlendirmek mümkündür.
39
Şekil 3.1: Elektron demetiyle kaynak yöntemiyle kaynaklanmış otomobil parçaları [5].
Şekil 3.2: a) debriyaj taşıyıcısı, b) şaft montaj grubu elemanları, c) ve d) şanzıman
bileşenleri.
Desenleme işlemi Şekil 3.3’teki gibi yapılır. Desen oluşturulacak malzeme bir kablo şeklinde
sisteme verilir ve elektron demetiyle eritilerek yüzeye depozisyonu sağlanır.
Şekil 3.3: Elektron demetiyle bir yüzey modifikasyonu olan desenleme işleminin gösterimi
[12].
Şekil 3.4: Farklı otomobil parçaları ve elektron demetiyle kaynak yapıldığı bölgelerin
görüntüsü.
40
Şekil 3.4’te ise farklı otomobil parçaları ve elektron demetiyle kaynak yapıldığı bölgelerin
fotoğrafları verilmiştir. Bu fotoğraflarda elektron demetiyle kaynak yöntemiyle yapılan
kaynağın ince ve derin bir profile sahip olduğu ve parçaları yekpareymiş gibi bir görüntüyle
birleştirdiği görülmektedir.
Günümüzde seri üretimle elektron demetiyle kaynak yapan otomobil ve otomobil parçaları
üreten firmalar Volkswagen ve BorgWarner Turbo&Emissions Systems firmalarıdır [5].
Volkswagen tüm araçlarındaki senkromeç halka dişlisi ve iletim dişlilerini elektron demetiyle
kaynak yöntemiyle kaynaklamaktadır ve bunun için seri üretim hattı kurmuşlardır [5]. Şekil
3.5’te bu hat, döngüsel iş çemberine sahip cihaz ve birleştirilen parçalar verilmiştir.
Şekil 3.5: Volkswagen firmasına ait a) üretim hattı, b) elektron demetiyle kaynak cihazı, c)
döngüsel iş alanı ve d) senkromeç halka dişlisi ve iletim dişlisi [5].
Şekil 3.6: BrogWarner Turbo&Emissions Systems tarafından kaynaklanmış türbin çarkı [5].
BrogWarner Turbo&Emissions Systems firması nikel türbin çarkı pervanesiyle çelik şaftı
elektron demetiyle kaynak yöntemiyle başarılı bir şekilde kaynaklamışlardır. Bu kaynağın
görüntüsü ise Şekil 3.6’da verilmiştir.
41
KAYNAKÇA
[1] M. St. Weglowski, S. Blacha, A. Philips, Electron beam welding - Techniques and trends
- Review, 2016, Vacuum, 130, 72-92.
[3] Technical Scheets, Electron beam welding, EWF Mater., 2007.
[4] J. Singh, A. S. Shahi, Metallurgical and corrosion characterization of electron beam welded
duplex stainless steel joints, 2020, J. Manuf. Proc., 50, 581-595.
[5] PTR Strahltechnik, Solutions for the Automotive Industry, Brochure, sst-ebeam.com
[6] H. Schultz, Electron Beam Welding, Abington Publishing, Cambridge, 1993.
[7] A. H. Meleka, Electron Beam Welding, McGRAW -HILL, London, 1971.
[8] B. Bauer, M. Busic, High Energy Density Welding Processes, UNESCO-EOLSS.
[9] K. R. Schulze, Electron beam Technologies, vol. 1e compact knowledge, DVS Media
GmbH, Düsseldorf, 2012.
[10] Promotional materials of Focus GmbH, Electron Beam Welding with the Focus MEBW-
60, 2013.
[11] M. St. Weglowski, S. Blacha, J. Dworak, Electron beam welding - equipment and
accessories, Inst. Weld. Bull. 58, 22-30, 2014.
[12] W. E. Frazier, Metal additive manufacturing: a review, J. Mater. Eng. Perform, 23, 1917-
1928, 2014.
42
Elektron Demeti ile Yüzey Sertleştirme
Arda ÜÇOK
1. GİRİŞ
Doğal kaynakların azalması ve modern endüstrinin sürekli büyümesi nedeniyle, malzemelerin
yapılarının ve özelliklerinin değiştirilmesi için yeni teknolojilerin dahil edilmesi son yıllarda
büyük önem taşımaktadır. Elektron demeti ile sertleştirme yöntemleri uzay gemileri, tren, uçak
ve otomotiv endüstrisi gibi birçok endüstriyel alanda büyük ilgi görmeye başladı. Yapılan
literatür taramasına göre, elektron demeti işleme teknolojilerinin sertleştirilmiş malzemelerin
gerekli olduğu çok sayıda uygulamaya sahip olduğu ve geleneksel yöntemlere kıyasla birçok
faydaya sahip olduğu açıktır [4].
Şekil 1.1: Otomotiv Parçaları.
1.1 Mekanik Hasarlar ve Yorulma Kırınımı
Gevrek malzemelerin içinde mikro çatlaklar vardır. Mikro çatlağın ucunda oluşan gerilme
yığılması çatlağı ilerletebilecek seviyede ise çatlak ilerler ve kırılma meydana gelir.
Malzemelerin yüzeyindeki pürüzler çentik gibi etki ederek gerilme yığılması oluşturur. Sünek
metallerin içinde çentik etkisi yaratacak geometrik şekil olmamasına ve yüzeyinde hiç
pürüzlülük olmayacak kadar parlak olmalarına rağmen malzemede yorulma gözlenir.
Uygulanan gerilme dolayısıyla metalin yüzey tanelerinde dislokasyon hareketleri ile kaymalar
meydana gelir. Bu kaymadan dolayı malzemede pürüzlülük oluşur ve yine bu pürüzlülükler
çentik etkisi yapar. datlak ilerlemesi ile küçülen kesit uygulanan gerilmeyi taşıyamayacak hale
gelince ani olarak malzeme kırılır.
43
Yorulma kırılması olmadan önce, malzemede herhangi bir değişiklik gözlenemediği ve
çatlağın varlığı da anlaşılamadığı için yorulma kırılması büyük hasarlara neden olabilir.
Meydana gelen mekanik hasarların %80 sebebi yorulma hasarıdır. Yorulma kırınımı, otomotiv
sektörü içerisinde üretilen parçaların genel problemi olarak gösterilebilir [2].
Şekil 1.1.1: Yorulma Kırınımı Gösterimi [2].
Bu durum yüzey koşullarından etkilendiğinden, yüzey haddeleme, bilyeli çekiçleme, yüksek
frekanslı indüksiyonla sertleştirme, lazer ışını sertleştirme ve elektron demeti sertleştirme
teknikleri kullanılarak yorulma özelliklerini iyileştirmek hedeflenmiştir. Geleneksel olarak
kullanılan yüksek frekanslı indüksiyonla sertleştirme tekniğinde, özellikle karmaşık şekillere
sahip parçalarda, yüzey koşullarına bağlı olarak homojen olmayan ısınmalar gözlemlenmiştir.
Ayrıca parça boyutunun sınırlandırılması ve soğutma sıvısı gereksinimi gibi eksiklikleri de
vardır. Bu problemleri çözmek için karmaşık şekillere sahip ve belirli mekanik özellik
gerektiren parçaların yüzey işlemleri elektron demeti sertleştirme tekniği ile yapılmaktadır.
2. ELEKTRON DEMETİ İLE YhZEY SERTLEŞTİRME
Elektron demeti ile yüzey sertleştirme, enerji kaynağı olarak organize bir elektron demeti
kullanılan bir malzeme sertleştirme işlemidir. Elektron demetinin malzemenin yüzeyindeki
bombardımanı, malzemenin yüzey sertliğinin arttığı bir sıcaklığa ulaşana kadar artan ısı yaratır.
Bu, bir malzemenin çekirdeğindeki sünekliği ve tokluğu korurken mükemmel yüzey aşınma
direncine sahip olmasını sağlar. Elektron demeti sertleştirme tipik olarak bir nesnenin çok ince
bir yüzey katmanını belirli bir sıcaklığa yükselterek ve ardından hızla soğumasına izin vererek
sertleştirmek için kullanılır [6].
44
Şekil 2.1: Elektron Demeti ile Yüzey Modifikasyonu şematik gösterimi [6].
Elektron demeti ile sertleştirme, tipik olarak bir tungsten veya bir tungsten alaşımından
yapılmış bir elektrottan yayılan elektronları içerir. Serbest elektronlar için filament boyunca
binlerce volt hareket ettirilir ve daha sonra elektron yayınımı başlatılır [6].
Tungsten Filament;
● Sıcaklık: 2500-3000 C°
● Akım : 25-100 mA
● Yoğunluk : 5-15 cm-2
● Voltaj: 150 kV
Elektron demeti sertleştirme işlemi sırasında, yayılan elektronlar manyetik alan kullanılarak
organize edilir ve odaklanır. Bu odaklanma, elektron demeti sertleştirme sürecine, işin
yapıldığı malzemeyi ısıtmak için gereken enerji yoğunluğunu verir [6].
*Elektron Demeti Yarıçap Aralığı:
10-200 mikrometre
*Yoğunluk : 6500 GW/mm2 (Max)
45
Elektron demeti sertleştirme işlemi gerçekleştirilirken demetin parça boyunca yönlendirilmesi
gerekir ve bu, elektron demeti tabancasının ve manyetik alanın hareket ettirilmesiyle yapılır.
Hem filamentin hem de elektron demeti sertleştirme işleminden geçen malzemenin
kirlenmesini önlemek için yapılan tüm iş bir vakumda yapılır.
Elektronların kinetik enerjisi ısıya dönüştürülerek yüzeyden kütleye termal dağılımın
oluşmasına yol açar. Isıtma ve soğutma oranları oldukça yüksektir. Yapılan işlem sonucu
malzemenin mikroyapısında, kimyasal bileşiminde ve yüzey performansında değişiklikler
gözlenir. Isıl işlem parametleri hassas bir şekilde kontrol edilebilir, bu da işlenen malzemelerin
yapısı ve özelliklerinin hassas kontrolüne olanak sağlar. Geleneksel yöntemlerle
karşılaştırıldığında elektron demeti sertleştirme işleminin avantajlarını sıralamak gerekirse [3];
• Geleneksel teknolojilere kıyasla düşük maliyetli
• Geleneksel teknolojilere kıyasla düşük işlem süresi
• Homojen ısı dağılımı
• Parametrelerle tanımlanan koşullar tekrarlanabilir.
• Alaşımlama, katkılama ve sertleştirme işlemleri opsiyonel olarak birlikte
uygulanabilir.
Elektron demeti ile sertleştirmenin diğer sertleştirme işlemlerine göre benzersiz olan yanı, bir
malzemenin yalnızca en dış katmanını sertleştirebilmesi ve malzemenin çekirdeğini orijinal
mekanik ve kimyasal özellikleriyle bırakmasıdır. 0,004 inçten (0,1 mm) daha az kalınlıklar,
elektron demeti sertleştirme işlemi kullanılarak sertleştirilebilir.
46
Şekil 2.2: Sertleştirme işlemi sonrası malzemenin SEM görüntüsü. [2].
İşlenen malzemenin yüzeyindeki sıcaklık, malzemenin erime noktasından daha düşük bir
değere ulaştığında, işlenen bölge katı halde kalır, ancak bazı yapısal değişiklikler ve faz
dönüşümleri meydana gelir. Bu yöntem çoğunlukla sertleştirme için kullanılabilir. Numunenin
erime noktasına ulaşılması durumunda, muamele edilen yüzey alanı, bazı alaşım elementlerinin
eklenebileceği sıvı hale gelir. Bu teknik yüzey alaşımlama, kaynak, sertleştirme ve tekstüre
işlemlerinde kullanılır. Ek olarak, elde edilen yüzey sıcaklığı önemli bir miktarın buharlaştığı
(veya süblimleştiği) noktaya ulaştığında buharlaşma ve ince film biriktirme için kullanılabilir
[5] [2].
Şekil 2.3: a) Yüksek Frekanslı İndüksiyon ile Sertleştirme b) Lazer ışını ile Sertleştirme c)
Elektron Demeti ile Sertleştirme [2].
2.1 Sertleşme ve Martenzit Yapı
Sertleşmeyi sağlayan mekanizma, östenitleme sıcaklığında beklenmesiyle oluşan östenitin
soğuma sonrası hacim merkezli tetragonal (HMT) kristal kafes yapısına sahip martenzite
dönüşmesidir. Martenzit Fe-C denge diyagramında olmayan bir fazdır. deliğin hızlı soğuması
sonucunda oluşan martenzitik dönüşüm TTT
(Zaman-Sıcaklık-Dönüşüm) diyagramı ile
gösterilebilir. Sertleştirme işlemi sırasında, elektron demeti parametreleri ve teknolojik
koşullar tam olarak optimize edilmelidir [3]
47
Şekil 2.1.1: TTT (Zaman-Sıcaklık-Dönüşüm) diyagramı [3].
İşlenen parça, martenzit dönüşüm sıcaklığının üzerinde, ancak aynı zamanda erime
noktasından daha düşük bir sıcaklığa kadar ısıtılmalıdır. dok yüksek soğutma hızının bir
sonucu olarak, numune yüzeyinde, temel (işlenmemiş) malzemeye kıyasla önemli ölçüde daha
yüksek sertlik ile karakterize edilebilen ince mikro yapı oluşur.
Aynı zamanda, bir numunenin yüzeyinin erimeden elektron demeti ile sertleşmesi, işlem öncesi
ile aynı yüzey pürüzlülüğünü sağlarken ihmal edilebilen değişiklikler gözlemlenebilir.
Öte yandan elektron demeti ile sertleştirme sırasında yüzeyin erimesi, yüzey pürüzlülüğünde
önemli bir artışa neden olur. Bu nedenle, elektron demeti işlem parametrelerinin ve teknolojik
koşulların seçimi ve optimizasyonu, malzemelerin yüzeylerinin amaçlarına ve
gereksinimlerine büyük ölçüde bağlıdır [5]. Martenzit yapının yüzey kalitesi Şekil 8’de
gösterildiği gibidir.
Şekil 2.1.2: Sertleştirme işlemi sonrası SEM görüntüsü [5].
48
3. ENDhSTRİYEL hRhNLER
4140 çeliği kimyasal bileşimleri karbon miktarı bakımından sertleştirmeye elverişli olan ve
ıslah işlemi sonunda belirli yükler altında yüksek tokluk özelliği gösteren alaşımlı yapı
çelikleridir. Otomobil ve uçak yapımında, krank mili, aks mili ve kovanı, yivli mil ve benzeri
sünekliği yüksek parçalar, ayrıca dişli ve çark yapımında kullanılır.
4140 çeliğin yüksek enerjili elektron demeti ile elektron bombardımanına tabi tutulması
üzerine yüzeyde homojen kalınlıkta sertleşmiş bir tabaka oluşur [11]. Demetin gücü, yüzey
tabakasının tepe sıcaklığını, sertliği ve sertleştirilmiş derinliği belirler. dok düşük elektron
demeti gücünde, sıcaklık artışından kaynaklanan mikroyapısal modifikasyon yeterli değildir,
oysa çok yüksek elektron demeti gücü ile yüzeyde erime meydana gelir. Bu nedenle, uygun
seviyede ısı girdisi kullanmak önemlidir. Yüzey sertleştirme ile birlikte yorulma özelliklerini
iyileştirmek için, elektron demetine tabi tutulmuş yüzey katmanının termal geçmiş verilerine
dayalı olarak optimum ısı girdisi koşulları çıkarılmalıdır. 4140 çeliğinin termal transfer ve faz
dönüşüm süreçlerinin anlaşılması, optimum mikro yapı ve ışınlama parametrelerini
tanımlamak için de gereklidir [11].
Şekil 3.1: Yüzey modifikasyonu sonrası malzeme örnekleri a) güç aktarma sistemi bileşeni
b) Taşıyıcı kapak [3].
Şekil 3.2: Yüzey modifikasyonu sonrası malzeme örnekleri (Dişli dark) [3].
49
3.1 Kam Mili
■ Kam mili, silikon, manganez, krom, nikel, bakır, molibden ve vanadyum
elemetlerinden alaşımlanmış, ısıl işlem görmüş bir dizi kam lobuna sahip bir eksantrik
mildir.
■ Döküm kam mili, karbür yapısını korurken işlenebilirliği iyileştirmek için ısıl işleme
tabi tutulur frezelenir ve kam loblarında yüzey sertleştirilir.
■ Kam milinin belirli bir sıcaklığa ısıtılması (1550 ila 1700 ° F (843-927 ° C) elektron
demetinin malzemenin yüzeyine bombardımanı ile iki saatten daha kısa bir sürede
gerçekleşir. Karbürlerin bozulmadan ve kontamine olmadan tavlanması için bir ila dört
saatlik bir süre boyunca sabit sıcaklıkta tutularak östenit fazına ulaşıp, bir ila dört saat
içinde en az 400 ° F (204 ° C) 'ye soğutulması işlemi ile süreç tamamlanır [11]
50
KAYNAKÇA
[1] K P Friedel, J Felba, I Pobolb and A Wymysiowski,” A systematic method for optimizing
the electron beam hardening process” Technica! Institute, Belarus Academy of Science, 4
Zhodinskaya St., 220730 Minsk, Befarus
[2] Seong-Hun Choo a,*, Sunghak Lee a, Mikhail G. Golkovski “Effects of accelerated electron
beam irradiation on surface hardening and fatigue properties in an AISI 4140 steel used for
automotive crankshaft.” Materials Science and Engineering A293 (2000) 56-70
[3] SCHILLER, S.; PANZER, S.: Thermal surface modification by HF-deflected electron
beams. In: Proceedings of the Conference on the Laser VS the Electron Beam in Welding,
Cutting and Surface Treatment: State of the Art, Reno, 1985, part 2, pp. 16-32
[3] ZENKER, R.; WAGNER, E.; FURCHHEIM, B.: Electron beam - a modern energy source
for surface treatment. In: 6th International Seminar of IFHT: Advanced Heat Treatment
Techniques Towards the 21st Century: 15.-18.10.1997, Kyongju, 1997
[4]ZENKER, R.: Structure and properties of electron beam surface treatment. In: Advanced
Engineering Materials 6(2004), 7, pp. 581-588
[5] Stefan Valkov * , Maria Ormanova and Peter Petrov “Electron-Beam Surface Treatment of
Metals and Alloys: Techniques and Trends” Institute of Electronics, Bulgarian Academy of
Sciences, 72 Tzarigradsko Chaussee blvd., 1784 Sofia, Bulgaria
[6] P Petrov ”Optimization of carbon steel electron-beam hardening” 16th International
Summer School on Vacuum, Electron, and Ion Technologies (VEIT 2009)
[7] Petrov P and Dimitrov D 1998 A computer modeling of surface electron beam
transformation hardening Proc. 6th Int. Conf. Welding and Melting by Electron and Laser
Beams (Toulon France June 1998) pp 101-8
[8] Schiller S and Pancer S, 1988 Annual Review of Materials Science 18 121
[9]Weglowski, M. Electron beam rapid prototyping using wires and modification of the
surface. In Manufacturing Techniques for Materials: Engineering and Engineered, 1st ed.;
Srivatsan, T., Sudarshan, T., Manigandan, K., Eds.; Taylor and Francis Group: Boca Raton,
FL, USA, 2018; pp. 133-160.
[10] Zou, J.; Qin, Y.; Dong, C.; Wang, X.; Wu, A.; Hao, S. Numerical simulation of the
thermal-mechanical process of high current pulsed electron beam treatment. J. Vac. Sci.
Technol. A 2004, 22, 545-552.
[11] Mehmet Emin TAŞDELEN 1,* , Hasan YEŞİLYURT 2 “AISI 4140 deliğinin deşitli dift
Fazlı Mikro yapılarında Mekanik Özellikleri İle Sürtünme Davranışı İlişkisinin İncelenmesi”
Nevşehir Bilim ve Teknoloji Dergisi Cilt 4(1) 88-96 2015
51
Yarı İletkenlerde İyon Aşılaması
Mehmet KARAHAN
1. GİRİŞ
İyon aşılaması, bir elementin iyonlarının hızlandırıldığı ve katı bir hedefe yönlendirildiği,
böylece hedefin fiziksel, kimyasal veya elektriksel özelliklerini değiştiren düşük sıcaklıklı bir
işlemdir. İyon aşılaması, yarı iletken cihaz imalatında, metal kaplamada ve ayrıca malzeme
bilimi araştırmalarında kullanılır. İyonlar, hedef malzemenin üzerinde kalırsa, hedefin temel
bileşimini değiştirebilir (iyonların bileşimi hedeften farklıysa). İyon aşılaması, iyonlar hedefe
yüksek enerjide çarptığında kimyasal ve fiziksel değişikliklere de neden olur. Bu raporda yarı
iletkenlerde iyon aşılaması ve otomotivde kullanımı işlenmiştir. . İyon aşılaması sayesinde
elektrikli ve hibrit araçlarda kullanılan yarı iletkenler daha yüksek voltajda çalışabilmekte,
iletkenliği arttırılabilmekte, boyutları küçültülmekte ve verimliliği arttırılabilmektedir. İyon
aşılaması sayesinde elektrikli araçlarda batarya boyutu ve ağırlığı azaltılabilmekte, maliyet
düşürülmektedir. Elektrikli ve Hibrit araçlarda kullanılan yarı iletkenlerin şematik gösterimi
Şekil 1’de verilmektedir.
Şekil 1.1: Elektrikli ve Hibrit araçlarda kullanılan yarı iletkenlerin şematik gösterimi.
52
Raporda kullanılan kısaltmalar ve terimler Tablo 1’de verilmektedir.
Tablo 1.1: Kısaltmalar ve terimler
Terimler
Karşılıkları
1 eV (elektron Volt)
0.16 aJ (attoJoules)
1 attoJoules
10-18 Joule
Annealing
Tavlama, gerilim giderme, talaşlı işlem, soğuk
şekillendirme ve kaynak gibi ön imalat işlemleriyle
meydana gelen iç kalıcı gerilimleri gidermek amacıyla
kullanılan yöntemdir.
AV (Audio Visual) and Accessory control
Ses Görüntü ve Aksesuar kontrolü
HEV
Hibrit Elektrikli Araç
IGBT (Insulated Gate Bipolar Transistor)
İzole edilmiş kapılı, iki kutuplu transistör
IPM (Intelligent Power Module)
Akıllı güç modülü
İyon implantation
İyon aşılaması
MOSFET (Metal Oxide Semiconductor
Metal Oksit Yarıiletkenli Alan Etkili Transistör
Field Effect Transistor)
Wafer
Bir hammaddenin, disk plaka şeklinde hazırlanmış halidir.
2. İYON AŞILAMASI EKİPMANI
İyon aşılaması ekipmanı, istenen elementin iyonlarının üretildiği bir iyon kaynağı, iyonların
elektrostatik olarak yüksek bir enerjiye hızlandırıldığı bir hızlandırıcı ve iyonların malzeme
olan bir hedefe çarptığı bir hedef odadan oluşur. Tipik iyon enerjileri 10 ila 500 keV (1.600 ila
80.000 aJ) aralığındadır. İyon aşılamasında genellikle
5 MeV gücündeki hızlandırıcılar
kullanılır. İyon aşılamasının şeması aşağıda gözükmektedir [1].
Şekil 2.1: İyon aşılaması ekipmanı [2].
53
Toulouse Fransa’da Ulusal Bilimler Araştırma Merkezi’nde yer alan iyon aşılaması sistemi
Şekil 3’de gösterilmektedir.
Şekil 2.2: İyon aşılaması sistemi [3].
3. İYON ENERJİSİ-DERİNLİK İLİŞKİSİ
Silisyum (Si) üzerine aşılanan Bor (B) iyonlarının enerjiye bağlı olarak ne kadar derine nüfuz
edebildiğini gösteren grafik aşağıdaki gibidir [4]:
Şekil 3.1: Silisyumum üzerindeki B iyonlarının enerjiye bağlı olarak nüfuz edebildiği derinlik
[4].
54
4. İYON AŞILAMASININ YARI İLETKEN CİHAZ İMALATINDAKİ
UYGULAMALARI
İyon aşılamasının yarı iletkenler üzerindeki uygulamaları doping, yalıtkan üzerindeki silisyum
(slicon on insulator) ve mesotaxy yöntemleri kullanılarak yapılmaktadır. Her yöntem ilgili alt
başlıklarda anlatılmıştır.
4.1 Doping
Bor, fosfor veya arsenik ile yarı iletken katkılama, iyon aşılamasının yaygın bir uygulamasıdır.
Bir yarı iletkenin içine aşılandığında, her bir katkı atomu tavlamadan (annealing) sonra yarı
iletkende bir yük taşıyıcı oluşturabilir. Bir p-tipi katkı maddesi (dopant) için bir delik ve bir n-
tipi katkı maddesi için bir elektron oluşturulabilir. Bu katkılama, yarı iletkenin iletkenliğini
değiştirir. 3A grubu elementleri Bor, Galyum ve İndiyum p tipi katkılayıcı, Fosfor ve Arsenik
gibi 5A grubu elementler n tipi katkılayıcı olarak kullanılır [5]. Bu katkılama tekniği bir
MOSFET'in eşik değerini (threshold) ayarlamak için kullanılabilir. İyon aşılaması, 1970'lerin
sonlarında ve 1980'lerin başlarında fotovoltaik cihazların pn birleşimini üretmek için bir
yöntem olarak geliştirilmiştir. Hızlı tavlama
(annealing) için darbeli elektron ışını
kullanılabilmektedir [6].
4.2 Yalıtkan üzerindeki silisyum
Normal silisyum substratlarından yalıtkan üzerinde silisyum (slicon on insulator) substratının
elde edilebilmesi için (SOI) oksijen aşılaması ile ayırma yöntemi kullanılır. Yüksek doz oksijen
aşılaması, yüksek sıcaklıkta bir tavlama işlemiyle silisyum okside dönüştürülür. Bu işlemde
100 nm silisyum tabanı kullanılır. Aşağıdaki şekilde yalıtkan üzerindeki silisyum uygulaması
gösterilmiştir [7], [8].
Şekil 4.1: Yalıtkan üzerindeki silisyum [7].
55
4.3 Mesotaxy
Yüksek dozda metal iyonlarının silisyumun içine yerleştirilmesi ve ardından tavlanmasıyla
(annealing) tekli kristal yapısında disilisit tabakalar
(disilicide layers) oluşturulabilir. Bu
tekniğe mezotaksi denir. Kübik kafes yapısına sahip olan ve kafes yapısı Silisyum ile uyumlu
olan CoSi2 ve NiSi2’de bu teknik kullanılır. 200 keV Co iyonlarının yüksek dozda aşılaması
ve ardından tavlanmasıyla CoSi2 katmanı oluşturulur. 3·1017 /cm2 200 keV dozunda Co
iyonları 350 C’deki Silisyuma aşılanır. 1 saat boyunca 600 C’de ve 30 dakika boyunca 1000
C’de ısıtılır. Ortaya çıkan CoSi2 katmanı yüksek iletkenliğe ve iyi bir kristal yapısına sahiptir.
Oluşan CoSi2, MOSFET yarı iletkenlerin üretiminde kullanılır [9], [10], [11].
Şekil 4.2: Kobalt silisyumun yapısı [12].
5. OTOMOTİV SEKTÖRhNDEKİ YARI İLETKENLER
Otomotiv sektöründeki yarı iletkenlerin pazar payı 75 milyar dolardır. Yıllık %8 ‘lik bir
büyüme gerçekleşmektedir. Yarı iletkenlerin bir otomobilin maliyetindeki payı
%9’dur.
Elektrikli otomobillerin üretilmesiyle bu pay artacaktır. Yarı iletkenler navigasyon
uygulamalarında, araç içi haberleşme platformlarında, grafik işleme ünitelerinde, sürücü uyarı
sistemlerinde kullanılmaktadır [13], [14].
5.1 Elektrikli ve hibrit araçlarda kullanılan yarı iletkenler
Galyum nitrit (GaN) ve silisyum karbür (SiC) elektrikli araçların bataryalarında kullanılan yarı
iletkenlerdir. İyon aşılamasıyla daha verimli yarı iletkenler üretilebilmektedir. Bu şekilde
üretilen silisyum wafer’lar daha yüksek voltajlarda çalışabilmektedir. Tesla Model 3’te SiC
transistörleri kullanmıştır [15].
56
Şekil 5.1: Galyum nitrit transistör (solda) ve Silisyum karbür transistör (sağda) [16], [17].
Şekil 5.2: Tesla Model 3 [18].
Renault-Nissan-Mitsubishi ortaklığı
2021 yılından itibaren SiC transistörler kullanmayı
planlamaktadır. Yeni SiC transistörler sayesinde bataryanın ağırlığının azaltılması, boyutunun
küçültülmesi ve verimliliğinin arttırılması planlanmaktadır. Yeni SiC transistörler Renault’un
elektrikli modeli Renault Zoe’da kullanılacaktır [19].
Şekil 5.3: 2021 Renault Zoe elektrikli araç [20].
57
Şekil 5.4: 2021 Nissan Ariya elektrikli araç [21].
Şekil 5.5: 2021 Mitsubishi Outlander hibrit elektrikli araç [22].
Porsche elektrikli Taycan modelinin hızlı şarj edilmesi için Powerbox adını verdiği bir sistem
geliştirmiştir. Bu sistemde SiC modülleri kullanılmıştır. İyon aşılaması yapılmış SiC
transistörler sayesinde daha az yer kaplayan ve yarı iletkenin anahtarlama kayıplarının azaldığı
bir sistem geliştirilmiştir [23].
Şekil 5.6: Porsche Taycan ve Porsche PowerBox [23].
58
Enerjileri 200 - 680 keV arasında değişen Al ve N iyonlarının SiC’e aşılanmasıyla JFET
transistörler üretilir. Bu şekilde üretilen transistörlerin iletkenliği 3 kat daha fazla ve elektriksel
kırılım dayanıklılıkları 10 kat daha yüksektir. Elektriksel kırılım ya da dielektrik çökümü,
uygulanan voltaj çöküm gerilimini geçtiğinde yalıtkan maddenin direncindeki ani azalmadır
[24], [25].
GaN üretimindeki göze çarpan startup firmalar, Kanada Ottawa’da faaliyet gösteren GaN
Systems ve Kaliforniya’da faaliyet gösteren Navitas Semiconductor, New York merkezli
Odyssey Semiconductor ve İsrail’de faaliyet gösteren VisIC Technologies firmalarıdır [24],
[25].
SiC üretiminde faaliyet gösteren şirketler ise North Carolina merkezli Cree, Virginia merkezli
GeneSiC Semiconductor, New Jersey merkezli United Silicon Carbide ve New Hampshire
merkezli GT Advanced Technologies’dir. Panasonic, ON Semiconductor, Texas Instruments
ve SanKen Electric firmaları da GaN transistör üretimine başlamıştır [25], [25].
5.2 IGBT performansını iyileştirmek için gelişmiş arka taraf işlem üretim yöntemi
IGBT ön taraf işlemi tamamlandıktan sonra, wafer’ın arka tarafı inceltilir ve ardından donör
safsızlık iyonları wafer’ın arka tarafına aşılanır. Arka tarafa aşılanan donör safzılık iyonlarını
etkinleştirmek için wafer’ın arka tarafına lazer tavlama gerçekleştirilir, böylece bir alan
durdurma görevi gören bir N tipi tampon katmanı oluşturulur Alıcı safsızlık iyonları wafer’ın
arka tarafına aşılanır. Arka tarafa aşılanan alıcı safsızlık iyonlarını etkinleştirmek için wafer’ın
arka tarafına lazer tavlama yapılır, böylece toplayıcı görevi gören P tipi bir toplayıcı katman
oluşur. Bu yöntem sayesinde, IGBT'nin basınç dayanımı artar. IGBT'nin elektrik akımı
yoğunluğunun artması nedeniyle IGBT'nin cihaz boyutu azaltılabilir ve IGBT'nin maliyetinin
düşürülmesi sağlanır [26].
5.3 Hibrit ve elektrikli araçlarda kullanılan yarı iletken ürünleri
Hibrit ve elektrikli araçlarda kullanılan yarı iletken ürünleri, motor kontrolünde kullanılan yarı
iletken ürünleri, araç gövdesinde kullanılan yarı iletken ürünleri ve güç aktarma parçalarında
kullanılan yarı iletken ürünleri olarak 3 ana kategoriye ayrılmıştır [27].
Motor kontrolünde kullanılan yarı iletken ürünleri aşağıdaki gibidir:
Basınç sensörü
Güç entegre devreleri
59
Araç gövdesinde kullanılan yarı iletken ürünleri aşağıdaki gibidir:
a) Far kontrolünde kullanılan yarı iletken ürünleri
MOSFET
b) Araç içi aydınlatma kontrolünde kullanılan yarı iletken ürünleri
Güç entegre devreleri
MOSFET
c) Görüntü-Ses (Audio visual control) ve Aksesuar kontrolünde kullanılan yarı iletken
ürünleri
MOSFET
Güç aktarma parçalarında kullanılan yarı iletkenler aşağıdaki gibidir:
a) Hibrit ve elektrikli araç kontrolünde kullanılan yarı iletken ürünleri
IGBT (Insulated Gate Bipolar Transistor) modülleri: İzole edilmiş kapılı, iki kutuplu
transistör
İyon aşılamasıyla IGBT’lerin elektrik akım yoğunluğunun arttırılması, fiyatının
düşürülmesi sağlanır.
IGBT IPM (Intelligent Power Module)
Sürüş kontrol entegre devreleri
b) Transmisyon kontrolünde kullanılan yarı iletken ürünleri
Güç entegre devreleri
c) Fren kontrolünde kullanılan yarı iletken ürünleri
Güç entegre devreleri
d) Direksiyon kontrolünde kullanılan yarı iletken ürünleri
MOSFET’ler
Hibrit ve elektrikli otomobillerde kullanılan yarı iletken ürünlerine ilişkin fotoğraflar
aşağıdaki gibidir:
60
Şekil 5.7: Basınç Sensörü [27].
Şekil 5.8: Bosch motor güç entegre devresi [27].
Şekil 5.9: MOSFET’ler [27].
Şekil 5.10: IGBT Modülü (İzole edilmiş kapılı iki kutuplu transistör) [27].
61
Şekil 5.11: IPM (Akıllı Güç Modülü) [27].
Şekil 5.12: Ekran sürücü entegresi [27].
6. SONUÇ
Bu çalışmada, yarı iletkenlerde iyon aşılaması ve otomotiv sektöründe kullanımı ele alınmıştır.
Öncelikle iyon aşılamasının tanımı verilmiş ve iyon aşılama ekipmanı anlatılmıştır. İyon
enerjisi-derinlik ilişkisi ve iyonların yarı iletken cihaz imalatındaki uygulamaları anlatılmıştır.
Otomotiv sektöründe kullanılan yarı iletkenler ayrıntılı bir şekilde anlatılmış, şematik olarak
gösterilmiş ve liste olarak da verilmiştir. İyon aşılamasının yarı iletkenlerin performansını
arttırdığı görülmüştür. İyon aşılaması sayesinde yarı iletkenler daha yüksek voltajda
çalışabilmekte, iletkenliği arttırılabilmekte, boyutları küçültülmekte ve verimliliği artmaktadır.
İyon aşılaması sayesinde elektrikli araçlarda batarya boyutu ve ağırlığı azaltılabilmekte,
maliyet düşürülmektedir.
62
KAYNAKÇA
[1] R. W. Hamm, “Review of Industrial Accelerators and Their Applications, International
Topical Meeting on Nuclear Research Applications and Utilization of Accelerators”, IAEA
Vienna, May 4-8, 2009.
[2] D. Schwen, “Ion implantation setup with mass separator”, Idaho National Laboratory,
2005,
[3] E. Imbernon, J. C. Marrot, “Ion Implantation”, Laboratory for Analysis and Architecture
[5] E. Demenev, “Evolution of Arsenic nanometric distributions in Silicon under advanced
ion implantation and annealing processes”, Unıversıty Of Trento, Doctoral School in Physıcs,
[6] A. J. Armini, S. N. Bunker and M. B. Spitzer, "Non-mass-analyzed Ion Implantation
Equipment for high Volume Solar Cell Production," Proc. 16th IEEE Photovoltaic Specialists
Conference, 27-30 Sep 1982, San Diego California, pp. 895-899.
[7] Fully Depleted Silicon-on-insulator (FD-SOI) Technology Market Size, Status and
Forecast 2019-2025, A2Z Press Release, Akshay D, 2019,
[8] Rahul Kr. Singh, Amit Saxena, Mayur Rastogi, On Insulator Technology Review,
International Journal of Engineering Sciences & Emerging Technologies, May 2011, Volume
1, Issue 1, pp: 1-16.
[10] Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions
with Materials and Atoms, ISSN: 0168-583X, Vol: 39, Issue: 1, Page: 253-258
63
[11] White, A., Short, K., Dynes, R., Garno, J., & Gibson, J. (1986). Mesotaxy: Formation of
Buried Single-Crystal CoSi2 Layers by Implantation. MRS Proceedings, 74, 481.
doi:10.1557/PROC-74-481
[12] H. Shımazu, T. Iwasaki, H. Ohta, H. Mıura, “Improvements in Thermal Stability of
Cobalt-Silicide Films by Adding Nickel”, Journal of the Society of Materials Science Japan,
2008, vol. 57(9):929-935
[13] Automotive Semiconductor Market by Component (Processor, Analog IC, Discrete
Power, Sensor, and Memory), Vehicle Type (Passenger, LCV, and HCV), Fuel Type
(Gasoline, Diesel, and Electric and Hybrid), Application, and Geography - Global Forecast to
[14] Erika Granath, Automotive Semiconductors: Where we are and where we are headed,
[15] Davide Di Gesualdo, SiC and GaN: Let’s Take Stock of the Situation, 2020, EE Times
[16] M. Alba, “Transphorm’s latest GaN transistor passes automotive qualification”, Charged
Electric Vehicles Magazine, 2019.
[17] R. Keim, “Exploring the Pros and Cons of Silicon Carbide (SiC) FETs: A New
[18] C. Randall, “Chinese Model 3 subject to a few upgrades”, electrive.com, 2020,
[19] Michael Markowitz, STMicroelectronics to Supply Advanced Silicon-Carbide Power
Electronics to Renault-Nissan-Mitsubishi for High-Speed Battery Charging in Next-
Generation Electric Vehicles, STMicroelectronics Technical Media Relations, 2019,
[20] W. Dron, “2020 Renault Zoe: prices, electric range, specs and release date”, The Sunday
electric-range-specs-release-date/.
64
[21] P. Myles, “Nissan’s First ‘Stress-Free’ Coupp Crossover BEV Unveiled”, TU
[22] S. Edelstein, “Mitsubishi plans to embrace plug-in hybrids in a big way this decade”,
[23] Porsche unveils new modular concept for fast charging stations, İstanbul Kalkınma
[24] Mihai Lazar, Farah Laariedh, Pierre Cremillieu, Dominique Planson, Jean-Louis
Leclercq. The chan-neling effect of Al and N ion implantation in 4H-SiC during JFET
integrated device processing.Nuclear Instruments and Methods in Physics Research Section
B: Beam Interactions with Materialsand Atoms, Elsevier, 2015, 365, pp.256 - 259, DOI,
10.1016/j.nimb.2015.07.033. hal-01391844.
[25] Hana Askren and Mark Andress, New Semiconductor Technologies Driving Down Cost
Of Electric Vehicle Batteries, Forbes, Jan. 2020,
[27] Automotive Semiconductor Products, Fuji Electric Global,
65
İyon Aşılama ile Yüzey Sertleştirme
Tuluhan Olcayto ÇOLAK - Didem ÖZKAYA
1. GİRİŞ
İyon aşılama yoluyla bir metali katkılamanın temel mekanizmasında, katkı atomları iyonize
edilir, böylece her biri pozitif yüke sahip olur. Elektrik ve manyetik alanların kullanımıyla
iyonlar iyi tanımlanmış bir ışına odaklanır ve vakumda enerji ile hızlanır. Ardından ışın,
yüzeyde taranır. Bu sayede iyonların alttaş yüzeyine dağılımı düzgün hale getirilir. Hızlanma
voltajı nedeniyle, iyonlar, sonunda temel hale dönene kadar kristal atomları veya elektronları
ile çarpışarak alttaş içine nüfuz etmek için yeterli enerjiye sahiptirler. Bir iyon hareket etmeyi
bıraktığında, temas ettiği bir elektronla birleşir ve tekrar bir katkı atomu haline gelir. Daha
sonra katkı atomu alttaş içine yerleşmektedir. Her çarpışmada bir iyon saptırılabilir, bu nedenle
belirli bir iyonun durmadan önce yaptığı gerçek yol ve çarpışma sayısı rastgele ve tahmin
edilemezdir. Aşılanmış atomlar, tavlama yoluyla kristal bölgelerine taşındığında difüzyonla
eklenen katkılar gibi, duruma göre bağışçı veya alıcı olarak davranacaktırlar. Akavipat vd. ilk
olarak azot iyonlarını AZ91C magnezyum alaşımı ve saf magnezyum metali yüzeyine iyon
yerleştirme tekniği ile yerleştirmişlerdir (Şekil 1.1). Bu sayede metallerde gelişen bir korozyon
direnci elde etmişlerdir[1].
Şekil 1.1: Akavipat vd. bulduğu geliştirilmiş korozyon direncinin bir gösterimi a)
Magnezyum alaşımının iyon ( azot) yerleştirmesi yapılmadan önceki hali b) iyon
yerleştirmesi yapıldıktan sonraki hali[1].
66
1.1 İyon Aşılama Konsepti
İyon aşılamanın genel işleyişinde, aşılama için kullanılan iyonlar alttaş üzerine doğru
hızlandırılır ve alttaş yüzeyine çarptırılır. İyon aşılaması, endüstriyel olarak 1 ila 200 keV
arasında değişen bir enerjiye sahip parçacık demeti ile bir malzemenin yüzeyine vakum
odasında (<10-4 mbar), seçilen iyonların bombardımanı işlemidir. İyonlar, maddenin yüzeyine
şiddetli bir şekilde nüfuz eder ve ardından, atomlarla art arda gelen çarpışmaların ardından
yavaşlayarak enerjilerini kaybederler ve sonunda dururlar. Şekil 1.2’de bu genel konseptin
şematik gösterimi mevcuttur.
İyon aşılamanın avantajları arasında doz ve derinliğin kontrolü, düşük sıcaklıkta yapılabilen
bir işlem olması, yüzey temizlemeye diğer metotlar ile karşılaştırıldığında daha az ihtiyaç
duyulması ve düzgün yüzey elde edilmesi sayılabilir. İyon aşılamasının bazı dezavantajları da
vardır. Örnek olarak aşılama yapılacak iyonlar sadece mikron seviyelerde metallere
aşılanabilmektedirler. Bu aşamada farklı iyonların kullanılması araştırılmaktadır. İyon
aşılamanın ikinci negatif özelliği ise kullanıldığı makinelerin
(Şekil
4) pahalı makineler
olmasıdır.
implantation/).
67
1.2 İyon Aşılamasının Kullanım Alanları
Metaller üzerine ilk kez iyon yerleştirmesi konusu 1970’te akademide yer almıştır. Bu konuyu
ele alan ilk makalede konu, aletlerde aşınma direncinin iyileştirilmesi olmuştur ve nispeten
hafif aşınmaya maruz kalan bileşenler ele alınmıştır. Örnek olarak plastik kalıplamada
kullanılan araçlar verilebilir. Ele alınan diğer bir konu ise paslanmaya karşı koruma
sağlanmasıdır [2]. Şekil 1.3.’te iyon aşılamanın kullanım alanına dair bir örnek verilmiştir.
Şekil 1.3: İyon aşılamanın kullanılabildiği otomobil krank mili[3]. Aynı zamanda iyon
aşılama alet eklerinde, makara sistemlerinde, polimer kalıplarında kullanılmaktadır.
Şekil 1.4: İyon aşılama cihazı (Plasma Physics Research Center web sitesinden alınmıştır)[4].
68
1.3 Enerjinin Etkisi
Picraux ve Peercy [5] çelik ile olan çalışmalarında, metal yüzeylerine işlenen iyonların enerjiye
bağlı derinliklerine ve aşınmaya olan etkilerine bakmıştırlar. Araştırmaları göstermiştir ki
enerji ile iyonların geçebildikleri derinlik artmakta ve aşılama ile dış etkenlere bağlı aşınma
azalmaktadır. İyonlar hedef maddeye işlediklerinde, elektronlar ve çekirdeklerle çarpışarak
enerji kaybederler ve hızla dururlar. Öngörülen aralık olarak adlandırılan en olası işleme
derinliği, iyonların türü ve enerjisi ile malzemenin özelliklerinden hesaplanabilir; 10 ila 500
kilo elektron voltluk tipik iyon ışını enerjileri için, öngörülen aralıklar, iyonun türüne ve ana
malzemeye bağlı olarak 10 ila 1.000 nanometre arasında değişir. Elbette bireysel iyonlar, tam
olarak öngörülen aralıkta durmazlar. Bunun yerine derinlikleri, öngörülen menzil üzerinde
merkezlenmiş bir çan eğrisi olarak temsil edilebilen bir dağılıma düşer. Öngörülen aralık
etrafındaki derinliklerin standart sapması ile karakterize edilen eğrinin genişliği, menzil
yayılması olarak bilinir. Sadece aşılanmış atomların derinlik dağılımını değil, aynı zamanda
konakçı materyalde ürettikleri kompozisyondaki değişikliği de tahmin etmek ve dolayısıyla
kontrol etmek mümkündür. Hesaplama, ışının iyon akışını, hedefteki hacim birimi başına
düşen atom sayısını ve maruz kalma süresini hesaba katar. Santimetre küp başına 5x1022 atom
içeren 100 nanometre kalınlığındaki bir yüzey bölgesinin bileşiminin milyonda 10 parça
değiştirileceğini varsayıldığında; Saniyede santimetre kare başına 1014 iyonluk bir iyon ışını
akışında, alan birimi başına saniyenin yirmide biri olan bir dozlama yeterlidir. Bileşimdeki
yüzde 20'lik bir değişiklik, her alan birimi için yaklaşık 20 dakika dozlama gerektirecektir.
Aşılanmış atomların işlem görmüş bölgenin kalınlığı boyunca düzgün bir dağılımını elde
etmek için, iyon ışınının enerjisi, bireysel dağılım eğrilerinin neredeyse sabit bir dağılım profili
ekleyeceği şekilde değiştirilebilir.
Şekil 1.5: deliğin içine işlenen azotun enerji derinlik profili (sol). Aşılanmış ve kontrol
örneklerinin sürtünme davranışlarının karakteristikleri(sağ)[5].
69
Bir yüzey katmanındaki iyonların tek düzey derişimi, hem aşılayıcı ışının enerjisi hem de her
demetin enerjisinde iletilen iyonların sayısı değiştirilerek elde edilebilir(Şekil 5 (sol)). Her
kesik çizgi eğrisi, tek bir ışın enerjisinde çeliğe aşılanan edilen nitrojen iyonlarının derinlik
dağılımını temsil eder. Ardışık tedavilerde hem ışın enerjisi hem de aşılanan iyon sayısı arttı.
Tek tek derişim profillerinin toplamını temsil eden katı eğri, aşamalı işlemin, yüzeyin hemen
altından yaklaşık 200 nanometre derinliğe kadar homojen bir derişim verdiğini göstermektedir.
dalışma aynı zamanda iyon aşılamanın aşınma ve sürtünme üzerine olan etkisine de
değinmiştir. Azaltılmış sürtünme, iyon aşılaması ile ilişkilidir. Şekil
1.5(sağ), yağlama
olmadan paslanmaz çelik bir pim altında döndürülen iki paslanmaz çelik plaka için sürtünme
katsayısını (bir yüzeyi başka bir yüzey boyunca kaydırmak için gereken kuvvetin yüzeylerin
birbirine bastırıldığı kuvvetle bölünmesi) gösterir. Grafiklerden ilki (siyah eğri) işleme tabi
tutulmayan; diğeri (kırmızı eğri) karbon ve titanyum iyonlarıyla bombardımana tutulmuş, çelik
yüzeyi kristal düzenden amorf veya camsı bir duruma dönüştürmüştür. Yaklaşık
100
rotasyondan sonra, aşılanan yüzeyin sürtünme katsayısı, muamele edilmemiş yüzeyin
değerinin yarısından daha azında sabitlenmiştir. Düşük sürtünme, aşılanmış çelik üzerindeki
aşınmayı yavaşlattı. Şekil
1.6’daki taramalı elektron mikrografında
(solda)
500 kat
büyütülmüş, aşılanmış yüzey, benzer bir elektron mikrografındaki (sağda) işlenmemiş çeliğin
pürüzlü yönünün aksine, 1.000 dönüşten sonra pürüzsüz görünür.
Şekil 1.6: Aşılanmamış (sol) ve aşılanmış çelik parçaların taramalı elektron mikrografları.
Yorulma testinde 100 döngü sonrası aşılanmış parça çok daha iyi durumda.
70
2. AŞILAMA ÇALIŞMALARI
2.1 Magnezyum-Alüminyum Alaşımları
Hafiflik, yüksek özgül mukavemet ve rahat döküm yapılabilmesi, magnezyum alaşımlarını
otomotiv ve havacılık endüstrileri için gelecek vaat eden bir mühendislik malzemesi haline
getirmiştir. Mg-Al temelli alaşımlar, özellikle AZ ve AM serisi, endüstriyel düzeyde arzulanan
mukavemet, iyi korozyon direnci ve rahat şekil verilebilirlik sunar[6][7]. Araç ağırlığının
azaltılması, otomotiv yakıt verimliliğini iyileştirmenin en önemli yollarından biridir[8][9].
Ağırlığı önemli ölçüde azaltmak için yüksek mukavemetli çelikler, alüminyum (Al) ve
polimerler hâlihazırda kullanılmaktadır, ancak düşük yoğunluklu magnezyum
(Mg) ve
alaşımlarının daha fazla kullanılmasıyla önemli ek ağırlık azaltmaları elde edilebilir.
Magnezyum alaşımları otomobil parçaları için birçok yerde kullanılmaktadır. Binek
otomobiller için genel durum, üretim anından, kullanılmama veya kaza anına kadar toplam
yaşam süresi içinde enerji kullanımının büyük kısmını kendi ağırlıklarını ile etrafındaki kişileri
taşımaya harcamasıdır. Magnezyum, özellikle hafif olması nedeniyle otomotiv kullanımı için
çekici bir malzemedir. Otomotiv uygulamaları aynı zamanda birçok bileşen için iyi esneklik
gerektirir, özellikle bir kaza durumunda emilen enerji çok önemli bir konudur. Dövme
alaşımları için alaşım ve işlem geliştirmedeki bir konu da malzemenin enerji emilimini
optimize etmektir. Bununla birlikte, diğer bileşenler, tercihen daha yüksek mukavemet
gerektirir.
Volkswagen, araçlarında uzun yıllar magnezyum motor blokları ve krank kutuları kullandı.
Magnezyum alaşımları, motor bloğu uygulamalarında iyi çalıştığı için kullanıldı çünkü
soğutma sıvısı ve yağlama geçişlerini barındırmak için belirli bir hacimde malzeme gerekir ve
blok çok fazla yüklenmez. BMW, magnezyum motor bloğu kullanan ilk su soğutmalı motor
olan BMW N52'yi üretti. BMW motorunda, magnezyumun eksikliklerini telafi eden
alüminyum alaşımlı iç blok silindir gömlekleri vardı. Alüminyum gömlekler, daha yüksek
mekanik zorlamalar ve aşırı sıcaklıklar altında korozyon direnci ve stabilite sağlarken,
soğutucu su yalnızca alüminyum içinde dolaşıyordu. Chevrolet Corvette Z06, magnezyum
motor kızağına ve tavan çerçevesine sahipti. Z06 kızağı, alüminyum beşikten daha hafifti ve
alüminyuma kıyasla motor titreşimleri ve gürültü için üstün sönümleme yapabiliyordu. Spor
arabaları ve lüks araçlar, performansa ek olarak pazarlama amaçlı olarak genellikle
magnezyum ve karbon fiber gibi egzotik hafif malzemeler kullanır. Bu üst düzey
uygulamalarda maliyet bir faktör değildir[10].
71
Li vd.[11], N+ iyonlarını magnezyum - alüminyum alaşımı üzerine aşılayarak aşınmayı
geciktirme etkisini incelemiştir. N+ iyon aşılamasının işlenmesi, iyon kaynağı olarak N2 gazı
ile bir iyon aşılayıcı üzerinde gerçekleştirilmiştir. Ardından, hedef numuneler üzerindeki
yüksek voltaj nedeniyle N+ iyonları hızlandırılmıştır. İyon aşılama deneyinde N+ iyonları 30
keV enerjide 1015 iyon/cm2 dozunda aşılanmıştır. Şekil 2.1’de derinlik, maksimum derinliğin
yaklaşık
2000 Å olduğu, numunedeki tepe N+ konsantrasyonunun konumlarını gösterir.
Aşılama profili, 1015 angstrom (A) derinlikte ortalanmıştır.
Şekil 2.1: AZ31'e 30 keV'de aşılanan N+ iyonlarının derinlik profilinin simülasyonu. İmplant
profili, merkezi 1015 Å olan Gauss tipi bir dağılıma benzer(sol). Farklı numuneler için
zamanın bir fonksiyonu olarak korozyon eğrileri. Mavi çizgi ve yeşil çizgi, sırasıyla 1015 iyon
/ cm2'lik bir dozla aşılanmış numunelerin ve aşılanmamış numunelerin korozyon oranını
ifade eder(sağ) [11].
Dağılım Gauss tipidir. Şekil 7 AZ31'e 30 keV'de aşılanan N+ iyonlarının derinlik profilinin
hesaplamaya bağlı bir çıkarımıdır. Aşılama profili, merkezi 1015 Å olan Gauss tipi bir dağılıma
sahiptir. Örneklerin korozyon dirençlerini doğrulamak için yapılan daldırma testinde Hank
çözeltisine, örnekler
3,
7,
15 ve 30 gün boyunca daldırılmıştır. Aşınma testinden sonra
numuneler (1015 iyon/cm2) tartılmıştır. Deneyi izleyen 3, 7, 15 ve 30 günlerde korozyon oranını
hesaplanmış ve korozyon oranının zamana karşı değişiminin, korozyon oranının 15 günde en
yüksek ve 30 günde en düşük olduğunu ve değişimin şeklinin N+ aşılaması yapılan ve kontrol
örnekleri için benzer olduklarını gözlemlenmiştir. En önemli özellik, N+ aşılanmış
numunelerin, her sette ve verilen her zaman aralığı ya da aşınma süresi için N+ iyon aşılaması
olmayan numunelere göre daha küçük korozyon oranına sahip olmasıdır. Bu sonuç, N+ iyon
72
aşılamasının Mg-Al alaşımlı malzemenin korozyon oranını önemli ölçüde azaltabileceğini
göstermektedir.
Zhao vd. Mg-Al alaşımı üzerinde, NH2+ aşılama çalışmaları yapmıştır ve bu yöntemler ile
aşılanan alaşımın korozyon direncinin arttığını gözlemlemiştir[12]. AZ31 Mg-Al alaşımı 10
mm x10 mm x2 mm boyutlarında bloklar halinde kesilip. NH2+ iyon aşılaması iyon kaynağı
olarak NH3 gazı ile donatılmış bir iyon aşılayıcısında gerçekleştirilmiştir ve iyon ışınının
mevcut yoğunluğu 0.01 A / cm2 değerinin altında idi. Kütle spektrometresi ile belirlenen NH2+
iyonları hızlandırılmış ve 50 keV enerjide 1016, 5x1016 ve 1017 iyon/cm2 dozlarda hedef
örneklere aşılanmıştır.1017 NH2+/cm2 dozu ile aşılanan numunenin XPS derinlik profili şekil
8’de gösterilmektedir. Gösterildiği gibi, karbon derişimi 63 nm'lik bir püskürtme derinliğinde%
80'den% 7'ye önemli ölçüde düşer ve daha sonra% 0'a düşer, bu da en üst katmandaki karbon
varlığının yüzey kirleticileri yüzünden kaynaklandığını gösterir. N atomunun derişimi önce
derinlikle artar ve ardından yavaşça% 0'a düşer, bu da yaklaşık 158 nm derinlikte maksimum
yaklaşık % 13 derişime sahip ince bir NH2+ içeren katman oluşumunu gösterir.
Oksijenin varlığı, yüzey kirleticilerinden ve yüksek vakum dışı koşulun ortaya çıkmasından
kaynaklanmaktadır. 220 nm'yi aşan derinlikte oksijen ve nitrojen derişimleri çok düşük
seviyelere düşer. Sertlik ve elastik testlerin sonuçları şekilde gösterilmektedir. Girinti derinliği,
XPS derinlik profili sonuçlarında ortaya çıkan aşılama derinliğinden çok daha büyüktür. İşlem
görmüş numunelerin hem sertliği hem de elastik modülü, artan girinti derinliğine sahip alttaşın
değerleri olan sabit değerlere kademeli olarak azalır. Bu nedenle, aşılanan tabakanın mekanik
performansı alttaştan daha iyidir veya en azından ikincisiyle karşılaştırılabilir. Şekil 9’da
gösterildiği gibi, işleme tabi tutulan örneğin daha büyük bir su temas açısına sahip olmaları,
NH2+ iyonlarının aşılamadan sonra hidrofobik bir yüzeyin elde edildiğini gösterir.
Hidrofobikliğe sahip pürüzsüz yüzey, AZ31 Mg alaşımının korozyon direncini önemli ölçüde
geliştirir; bu, elektrokimyasal testler ve 37 ° C sıcaklıkta Hank solüsyonundaki daldırma testi
ile kanıtlanabilir. Bozunma sürecine genellikle elektrokimyasal reaksiyonlar eşlik eder. İşlem
görmemiş örneğin yüzey tabakası, kolayca saldırıya uğrar ve bu da malzemenin korozyon
direncini zayıflatır. Bununla birlikte, NH2+ ile aşılanan örnekler için, dengeli ürünler, alttaşta
korozyona karşı güçlü bariyerler olarak oluşturulur. Bu nedenle NH2+ iyon aşılaması sonrası
korozyon oranı azalır (Şekil 2.2).
73
Şekil 2.2: 1017 dozunda aşılanmış numunenin XPS derinlik profilleri(hstte) ve aşılanmış
magnezyumun kontakt açısının (sol alt) ve korozyon hızının değişimleri( sağ alt) [12].
Şekil 2.3: Aşılanmış magnezyumun sertlik ve modülüsün derinliğe göre değişimleri[12].
74
2.2 Titanyum-Alüminyum-Vanadyum Alaşımları
Titanyum, düşük yoğunluk, yüksek özgül mukavemet ve iyi korozyon direnci gibi avantajlara
sahiptir. Otomobillerde kullanılan titanyum, gövde kalitesini büyük ölçüde düşürebilir, yakıt
tüketimini azaltabilir, motorun çalışma verimliliğini artırabilir ve gürültüyü azaltabilir[9][8].
Bununla birlikte, otomotiv endüstrisindeki titanyum alaşımının yüksek fiyatı nedeniyle, sadece
lüks otomobillerde ve spor arabalarda ancak nadiren sıradan arabalarda kullanılan bazı
uygulamalarda kullanılmaktadır. Bu nedenle, pazarın ihtiyaçlarını karşılamak için düşük
maliyetli titanyum alaşımının araştırılması ve geliştirilmesi gerekmektedir. Titanyum alaşımlı
parçalar şu anda aşağıdaki kullanımlara sahiptir[13][14][15]:
Motor rot çubuğu; Titanyum, bağlantı çubukları için idealdir. Titanyum alaşımlı bağlantı
çubuğu motor kalitesini etkili bir şekilde arttırabilir, yakıt verimliliğini artırabilir ve
emisyonları azaltabilir. delik bilyeli kol ile karşılaştırıldığında titanyum bağlantı, kaliteyi
arttırabilir. Titanyum alaşım bağlantısının uygulaması ilk olarak yeni İtalyan Ferrari sedan
3.5LV8 ve Acura(Honda) NSX motorda gösterildi. Ti-6Al-4V, Ti-10V-2Fe-3Al, Ti-3Al-2V ve
Ti-4Al-4Mo-Sn-0.5Si, titanyum alaşımlı bağlantı rotu için kullanılan ana malzemelerdi. Supap
Yayı Yuvası; Valf yayı yuvası, yüksek mukavemet ve yorulma direnci gibi performansa sahip
olmalıdır, titanyum alaşımı ile yüksek mukavemet elde edilebilir. Mitsubishi Motors, orijinal
çelik kilide kıyasla kütleyi azaltmak için büyük ölçekli üretim araçlarında Ti-22V-4Al titanyum
alaşımlı valf yaylı koltuk kullanır, valf mekanizması atalet kütlesini azaltır ve maksimum motor
devir hızı artar. Titanyum Yay; Titanyum ve alaşımları, çelik malzemeye göre esnektir. delik
otomobil yayı ile karşılaştırıldığında, aynı elastik işin öncülüğünde, titanyum yayın yüksekliği
çelik yayının yarısı kadardır. Kütle açısından, uygun olan çelik yayına göre daha az malzeme
gerekmektedir. Kasa tasarımı için, ek olarak, titanyum alaşımı daha iyi yorulma özellikleri ve
korozyon direnci ile servis ömrünü uzatabilir. Gövde Çerçeve Parçası; Araçların emniyetini
ve güvenilirliğini artırmak için, tasarım ve imalat, özellikle de malzeme imalatına dikkat
edilmelidir. Titanyum, yalnızca yüksek mukavemete sahip olmakla kalmayıp aynı zamanda iyi
tokluğa sahip olan üstyapı şasileri yapmak için çok iyi bir malzemedir.
Höche vd.’nin çalışmış olduğu [16], titanyuma karbon aşılamasının, aşınma davranışı, mekanik
sertlik veya sürtünme katsayısı gibi bazı yüzey özelliklerini geliştirdiği bilinmektedir. Bu
nedenle yöntem, titanyum alaşımları için güçlü bir yüzey mühendisliği aracı olarak
uygulanmaya adaydır. Bu işleme teknolojisi sayesinde Ti-6Al-4V'nin yüzey modifikasyonları,
yüzey performansını arttırmaktadır. Aşılama için 2 MeV gücünde 1017 - 1018 iyon/cm2 akışında
75
hızlandırılmış parçacık demeti kullanılmıştır. Aşılanan karbonun derinliği tahmin edilen
seviyelere yakındır (Şekil 2.4). Karbon aşılaması, mikro yapısal değişikliklere ve Ti - 6Al -
4V'nin mekanik özelliklerinde değişikliklere yol açar. Sertlik ölçümleri göstermiştir ki,
yaklaşık 100 nm’de katkılanmış olan karbon atomları sertliği ve aşınmaya karşı dayanıklılığı
arttırmaktadır (Şekil 2.5).
Şekil 2.4: Höche’nin çalışmasından elde edilen. Ti-Al-V’nin aşılanma ve karbon derinliği (a)
ve derişim (b) karakteristikleri[16].
Şekil 2.5: Höche’nin çalışmasından elde edilen yüzey sertliği çalışmaları (sol), alaşım içine
işlenmiş karbonun sertliği bulunduğu derinliğin çevresinde arttırdığını göstermekte. Derişime
bağlı yorulma deneylerinde de (sağ), yüksek performans için optimum karbon miktarı
belirlenmiştir [16].
76
Şekil 2.6: Yüzeylerin optik mikrografları, aşınma izleri ve 0,5 N'luk uygulanan bir yük ile
200 döngüden sonra ölçülen iz genişliği [16].
Şekil
2.6,
0,5 N'lik bir yükte
200 döngü sürtünme testinden sonra aşınma izlerini
göstermektedir. Örnekler 1 ve 2, işlenmemiş olana kıyasla daha büyük aşınma izlerine sahiptir.
Şaşırtıcı bir şekilde, örnekler 3 ve 4, genişliği iki kat azaltılmış aşınma izlerine sahiptir. Ayrıca,
örnek 5 için aşınma beş kat azaltılır. Dolayısıyla, aşınmanın aşılama sırasında düşük karbon
akıcılığı için artırıldığı, ancak örnek 3'ün işlenmesi sırasında kullanılana eşit veya daha yüksek
uygulanan akışkanlıklarda azaldığı söylenebilir. Bu sonuçlarının özeti, özellikle örnek 1 ve 2'de
gerçekleştirilen ve düşen aşınma performansı ortaya koymaktadır. 3. örnekte durum değişmiştir
ve önemli bir gelişme sağlanmıştır. Tüm örnekler için ölçülen sertlik gelişimi bağlamında (
aşılanan en düşük doz için bile), sürtünme davranışı farklıdır. Şekil 10'da gösterildiği gibi,%
44 ile% 67 arasındaki kritik karbon içeriklerine karşılık gelen belirli bir eşik dozundan sonra
bir gelişme görülür.
Bazyl vd. [17], farklı iyonların titanyum üzerine etkisini çalışmıştır. Bakır 60 keV gücünde ve
nikel 40 keV gücü ile hızlandırılmıştır. Yüksek enerjili elektron demeti işlemi ile aşılanan bakır
ve nikel iyonları titanyumun mekanik özelliklerini geliştirmiştir. Yapılan çalışma, Cu ve Ni'nin
çift aşılamasının, kayma(dislocation) altyapılı taneler, plakalı taneler ve paketlenmiş
martensitli taneler gibi çeşitli tanecik yapılarını oluşturan bir Ti41-V41-Al18 yüzey tabakasını
değiştirdiğini göstermiştir. Yüzeyin katmanlı yapısı, parçaların servis özelliklerini iyileştirir.
77
Yüksek dozlu elektron demeti (HCEB) işlemi, tane yapısında bir değişikliğe ve Ti2Cu ve Ti2Ni
parçacıklarının oluşumuna neden olur, bu da ince parçanın mekanik özelliklerini büyük ölçüde
değiştirir. Yüksek dozlu aşılamadan (HDI) ve HCEB işleminden kaynaklanan yüzeye yakın
katmanların bu tür yapısı, küçük bir dispersiyon veya nano kristal yapı oluşturur. Bu,
kaymaların hareket etmesine bir engel görevi görerek, yorulmanın
[13,
14] başladığı
yüzeydeki malzemede kayma şeritleri oluşumunu yavaşlatır (Şekil 2.7). Bu işlem (çift aşılama
artı eritme rejimi altında HCEB kürleme) numunelerde C ve O dağılımı ve dört temelde
iyileşme ile sonuçlanır.
Şekil 2.7: (Sol, üst(a)) 1.Kontrol malzemesi, 2. 5x1016 Cu/Ni aşılanmış malzeme, 3. 2x1017
Cu ve 5x1016 Ni aşılanmış malzeme, 4. 5x1016 Cu ve 2x1017 Ni aşılanmış malzeme [17].
Bu çalışma sonucunda sadece artan aşılanmış iyon derişimi ile değil belli iyonların artan
derişimi ile malzemenin mekanik karakteristiklerinin nasıl değişebileceği gösterilmiştir.
Nikelin fazla olduğu 4. örnek en iyi performansı ve aşılanmamış örnek en zayıf performansı
göstermiştir.
3. SONUÇ
İyon aşılama sistemleri mevcut ve metaller üzerinde aşınma ve korozyonu engelleyebilecek
kapasiteye sahipler. Elektrikli araçların sahip olması geren dayanıklı ve hafif malzemeler
hızlandırıcılar aracılığı ile iyon aşılama yöntemi ile daha iyi performans gösterebilirler.
Magnezyum üzerine kaplanabilecek N+ veya NH2+ iyonları, titanyum üzerine kaplanabilecek
karbon, bakır veya nikel bu malzemelerin aşınmaya karşı dirençlerini arttırmakta ve servis
ömürlerini uzatarak zaman bağlı maliyetlerini düşürmektedir.
78
KAYNAKÇA
[1]
I. Nakatsugawa, R. Martin, and E. J. Knystautas, “Improving Corrosion Resistance of
AZ91D Magnesium Alloy by Nitrogen Ion Implantation,” Mater. und Org., vol. 52,
no. 12, pp. 921-926, 1996.
[2]
G. Dearnaley, “Applications of ion implantation in metals & alloys,” IEEE Trans.
Nucl. Sci., vol. 28, no. 2, pp. 1808-1811, 1981, doi: 10.1109/TNS.1981.4331526.
[3]
C. A. Straede, “Ion Beam Processing” Naval Research Laboratory, no. 1-83, pp, 1987,
doi: 10.13140/RG.2.2.11402.16326
[4]
J. S. William and J. M. Poate, Eds., Ion Implantation and Beam Processing, 1st ed.
New York: Academic Press, 1984.
[5]
S. T. Picraux and P. S. Peercy, “Ion Implantation of Surfaces.,” Sci. Am., vol. 252, no.
3, pp. 102-113, 1985, doi: 10.1038/scientificamerican0385-102.
[6]
J. Hirsch and T. Al-Samman, “Superior light metals by texture engineering: Optimized
aluminum and magnesium alloys for automotive applications,” Acta Mater., vol. 61,
no. 3, pp. 818-843, 2013, doi: 10.1016/j.actamat.2012.10.044.
[7]
M. K. Kulekci, “Magnesium and its alloys applications in automotive industry,” Int. J.
Adv. Manuf. Technol., vol. 39, no. 9-10, pp. 851-865, 2008, doi: 10.1007/s00170-007-
1279-2.
[8]
L. Schipper, “Automobile use, fuel economy and CO2 emissions in industrialized
countries: Encouraging trends through 2008?,” Transp. Policy, vol. 18, no. 2, pp. 358-
372, 2011, doi: 10.1016/j.tranpol.2010.10.011.
[9]
L. W. Cheah, A. P. Bandivadekar, K. M. Bodek, E. P. Kasseris, and J. B. Heywood,
“The trade-off between automobile acceleration performance, weight, and fuel
consumption,” SAE Int. J. Fuels Lubr., vol. 1, no. 1, pp. 771-777, 2009, doi:
10.4271/2008-01-1524.
[10]
Gary Kardys, “No TitleMagnesium Car Parts: A Far Reach for Manufacturers? Part 1,”
insights.globalspec.com/, 2020.
79
manufacturers-part-1 (accessed Dec. 02, 2020).
[11]
Z. Li, Z. Shang, X. Wei, and Q. Zhao, “Corrosion resistance and cytotoxicity of AZ31
magnesium alloy with N+ ion implantation,” Mater. Technol., vol. 34, no. 12, pp. 730-
736, 2019, doi: 10.1080/10667857.2019.1623529.
[12]
X. Wei et al., “Improvement in corrosion resistance and biocompatibility of AZ31
magnesium alloy by NH2+ ions,” J. Alloys Compd., vol. 824, p. 153832, 2020, doi:
10.1016/j.jallcom.2020.153832.
[13]
A. K. Sachdev, K. Kulkarni, Z. Z. A. K. Fang, R. U. I. Yang, and V. Girshov,
“Titanium for Automotive Applications : Challenges and Opportunities in Materials
and Processing,” vol. 64, no. 5, pp. 553-565, 2012, doi: 10.1007/s11837-012-0310-8.
[14]
A. A. M. Sherman, J. E. Allison, A. M. Sherman, and J. E. Allison, “Potential for
Automotive Applications of Titanium Alloys Potential for Automotive Applications of
Titanium Alloys,” vol. 95, pp. 806-817, 1986.
[15]
AZoM, “Titanium for Automotive Applications,” azom.com, 2020.
applications of titanium,%2C retainers%2C and connecting rods. (accessed Dec. 02,
2020).
[16]
C. Pierret et al., “Friction and wear properties modification of Ti-6Al-4V alloy
surfaces by implantation of multi-charged carbon ions,” Wear, vol. 319, no. 1-2, pp.
19-26, 2014, doi: 10.1016/j.wear.2014.07.001.
[17]
A. D. Pogrebnjak and E. A. Bazyl, “Modification of wear and fatigue characteristics of
Ti-V-Al alloy by Cu and Ni ion implantation and high-current electron beam
treatment,” Vacuum, vol. 64, no. 1, pp. 1-7, 2001, doi: 10.1016/S0042-
207X(01)00160-9.
80






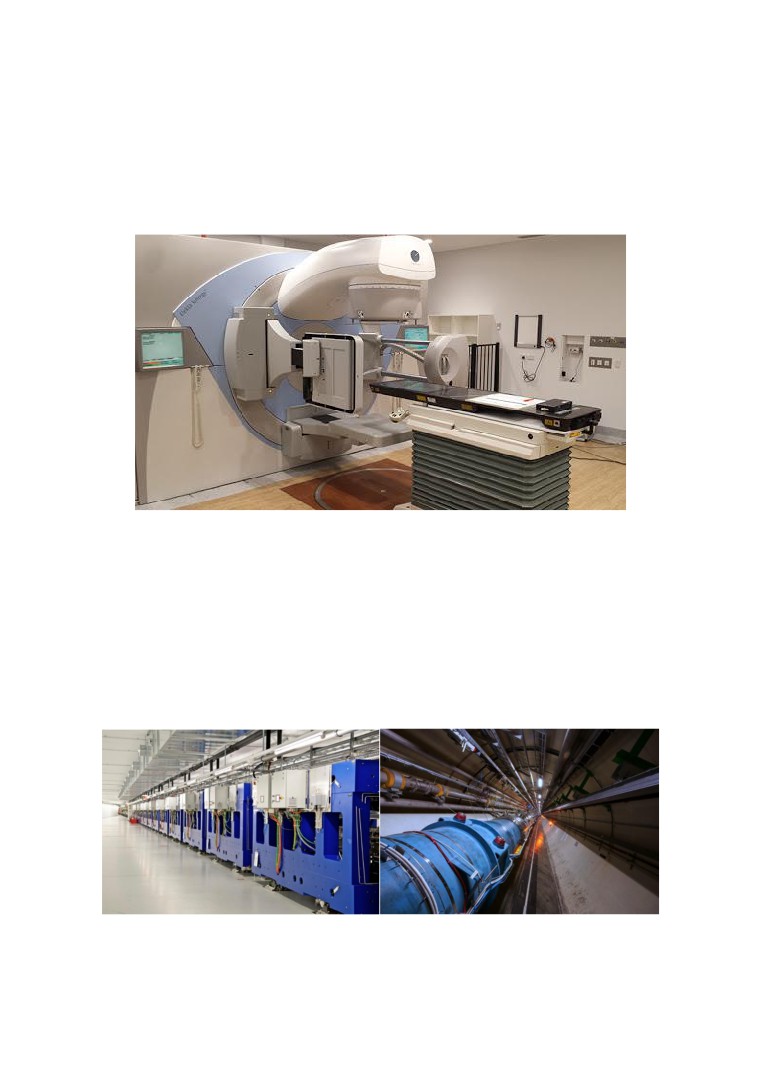
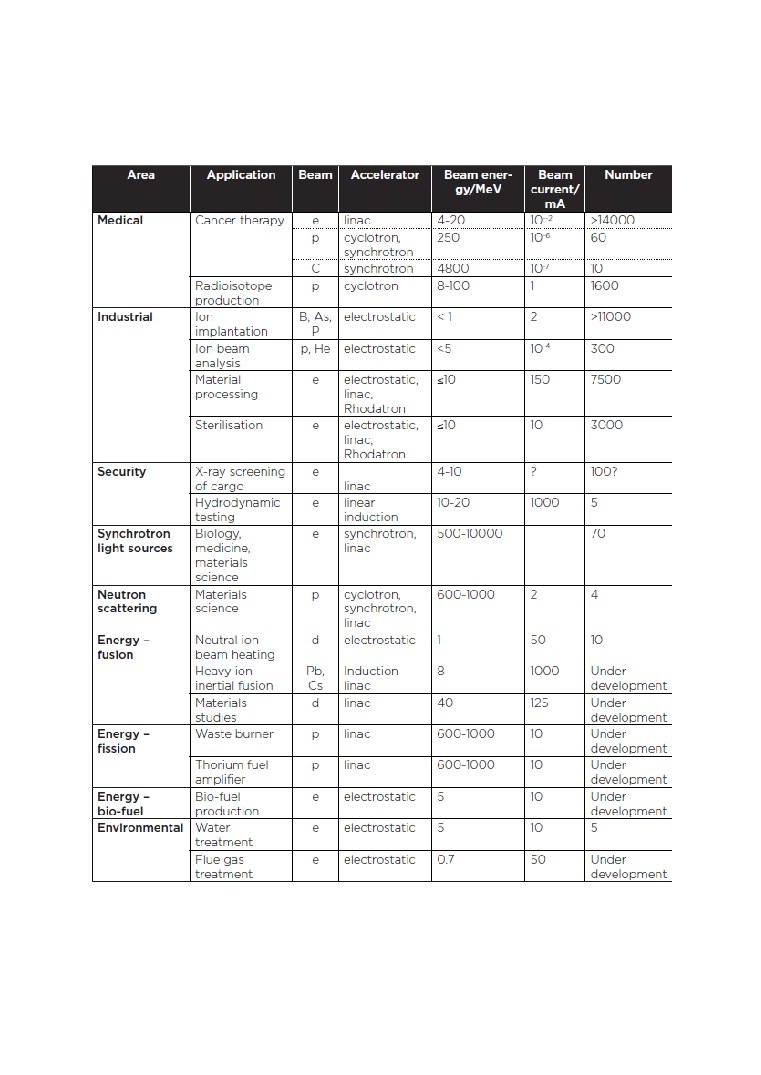
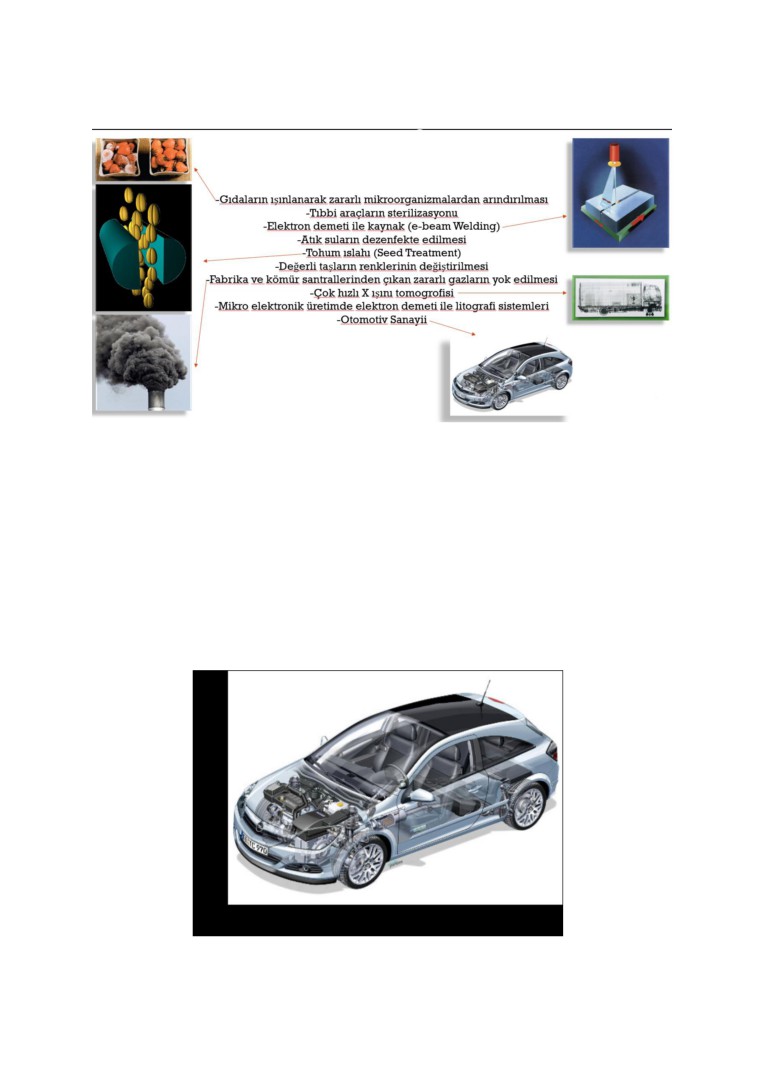



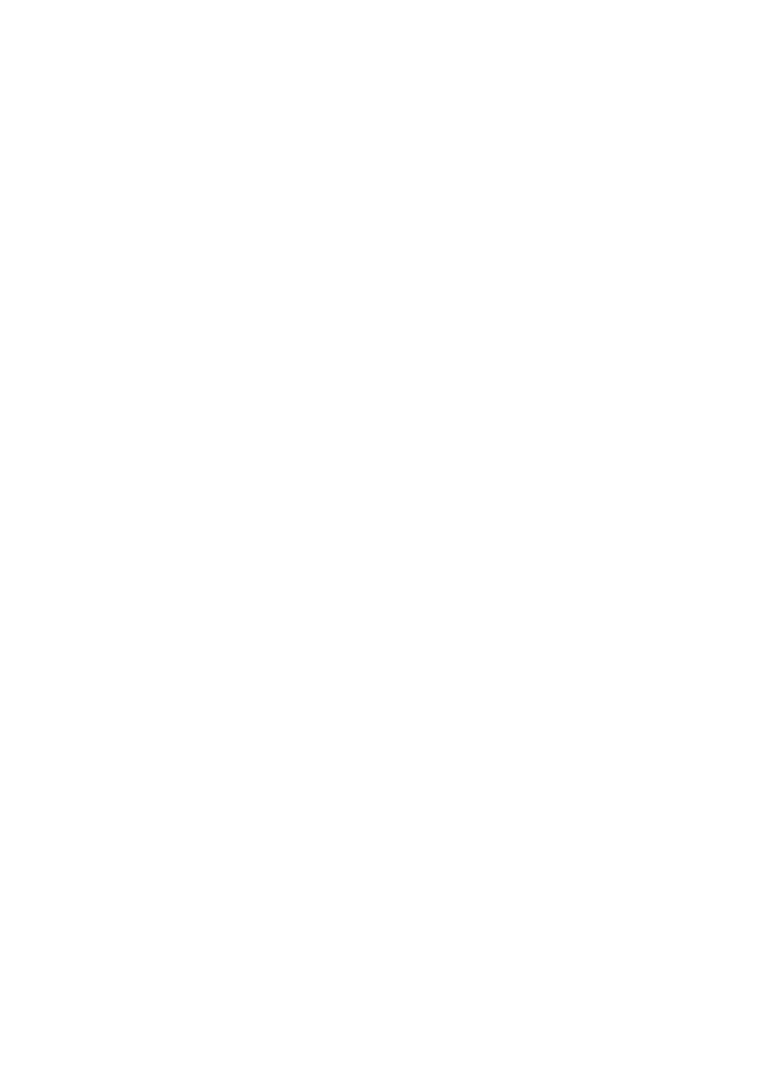
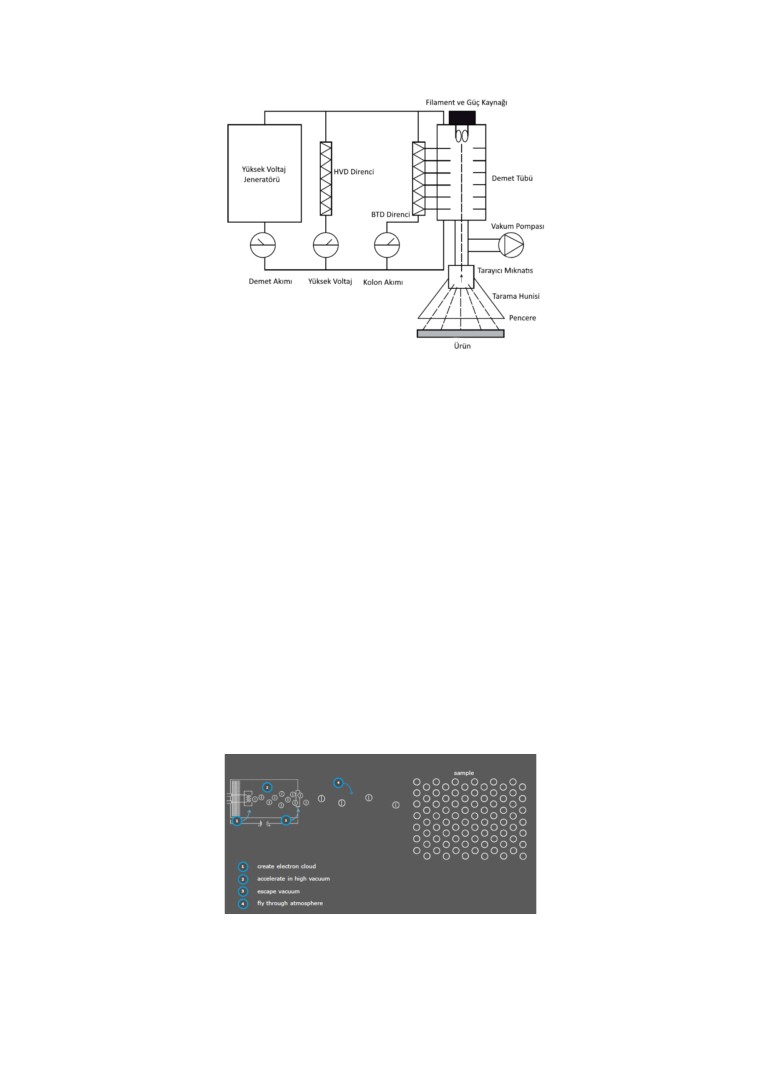
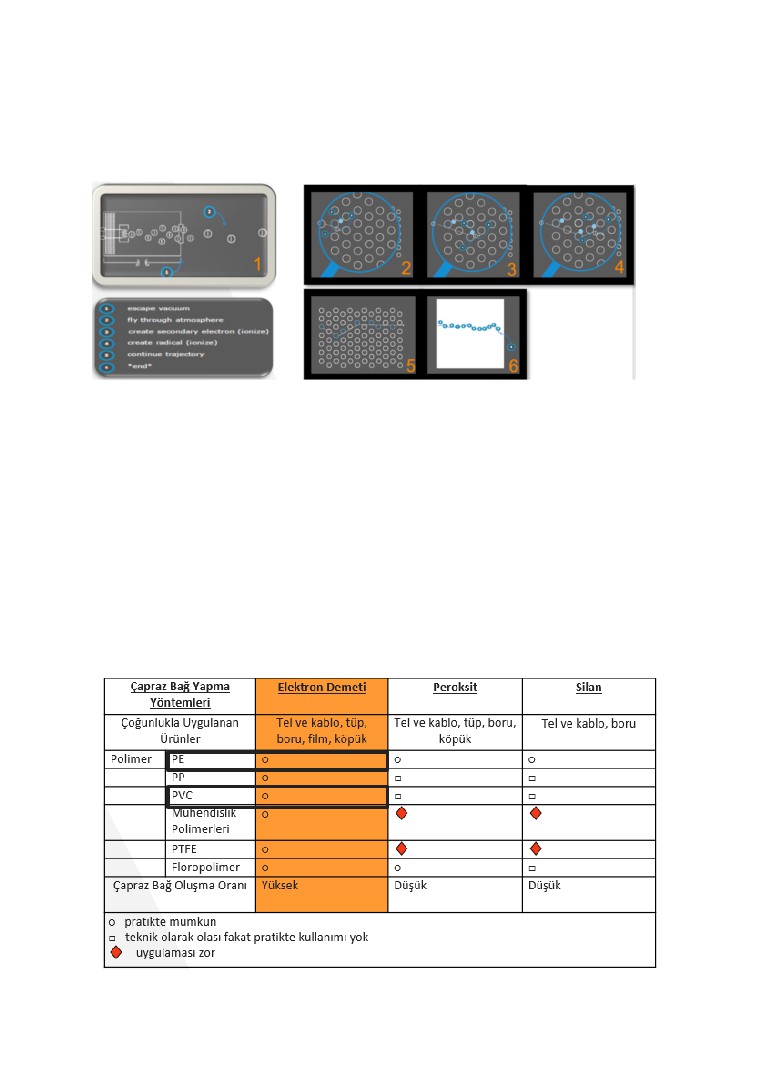


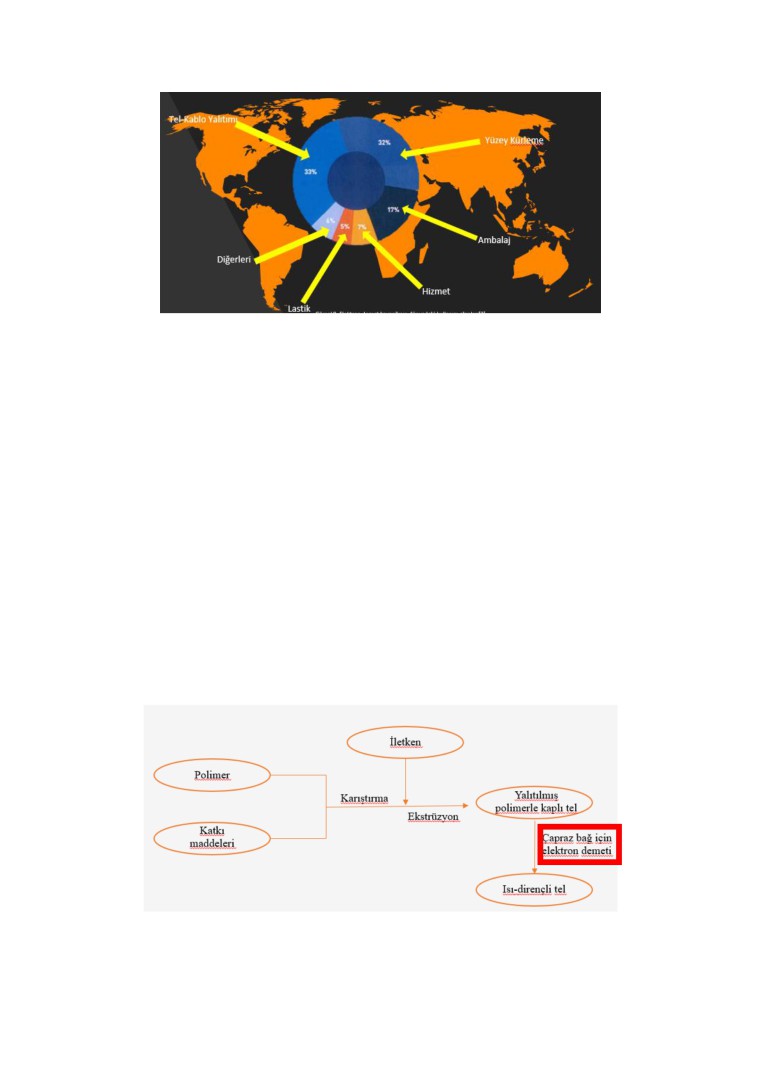


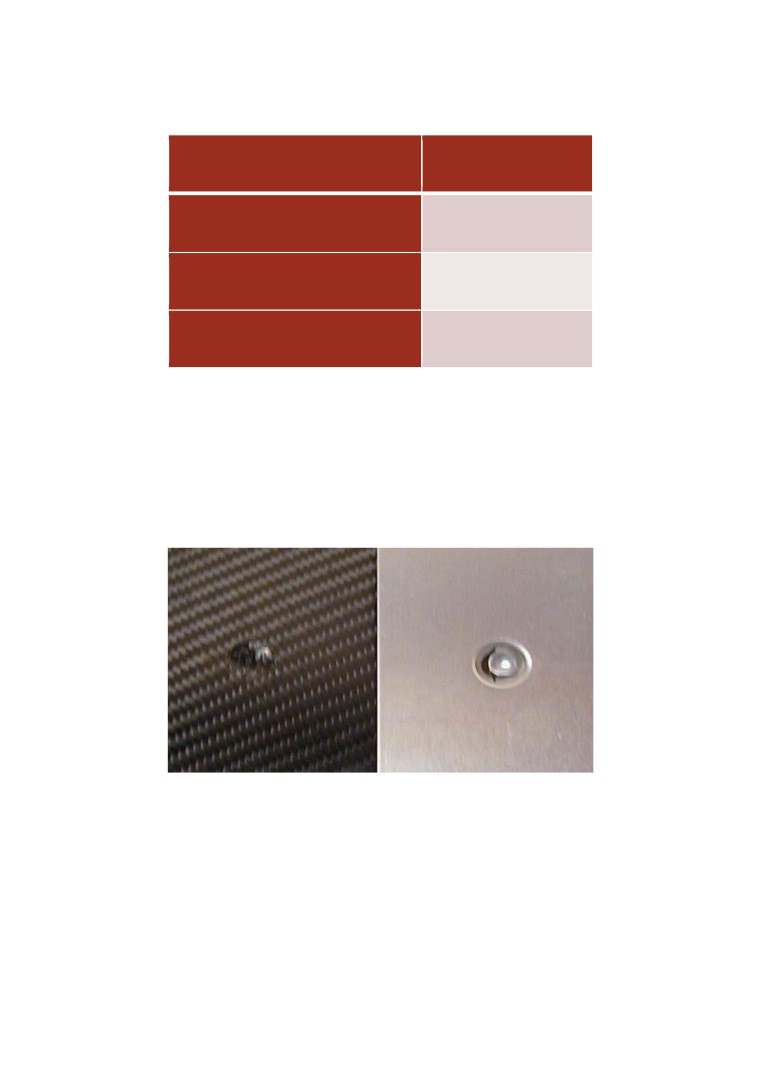

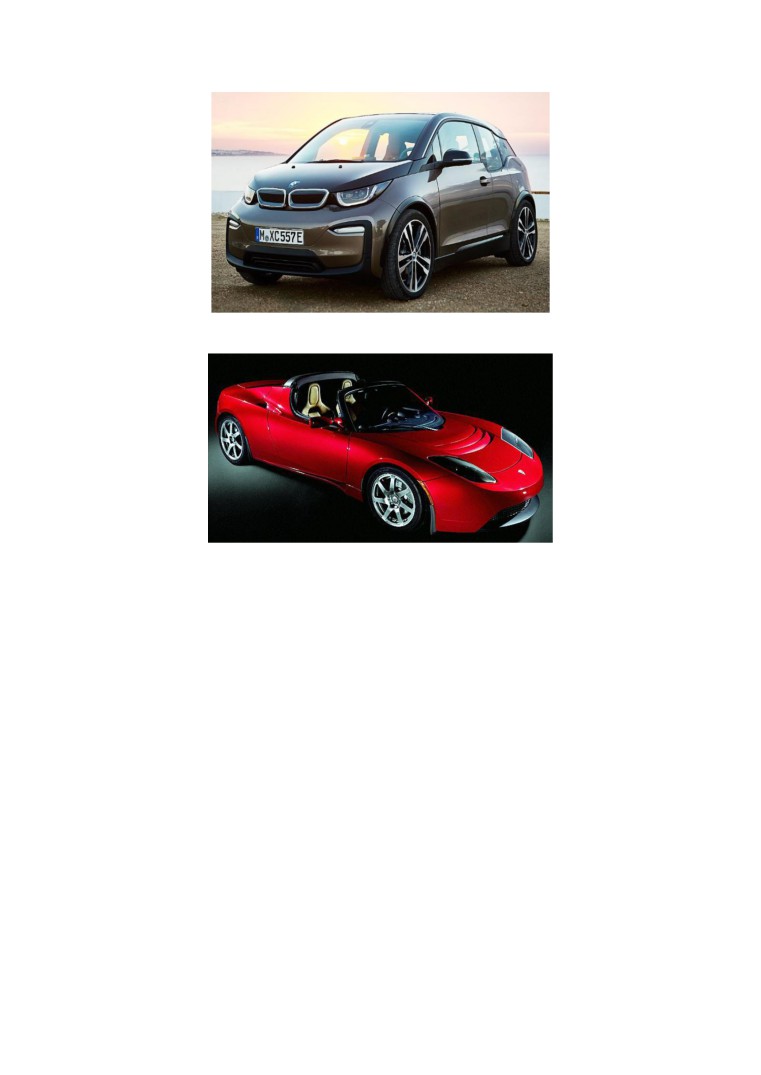
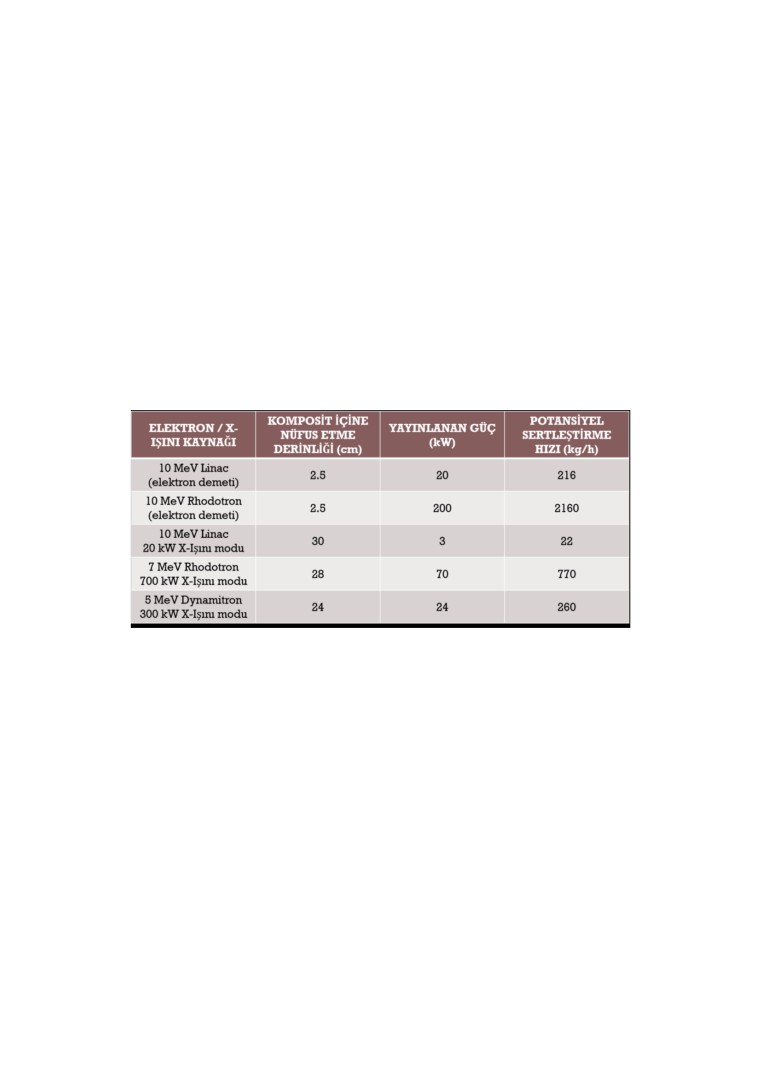
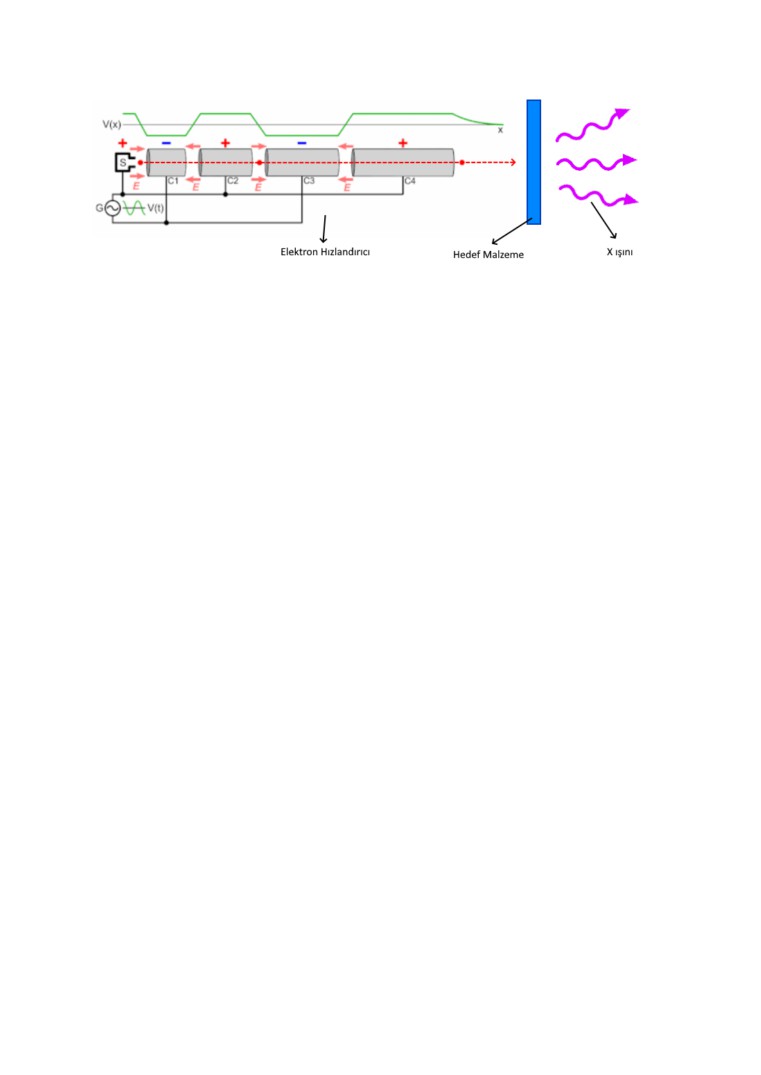
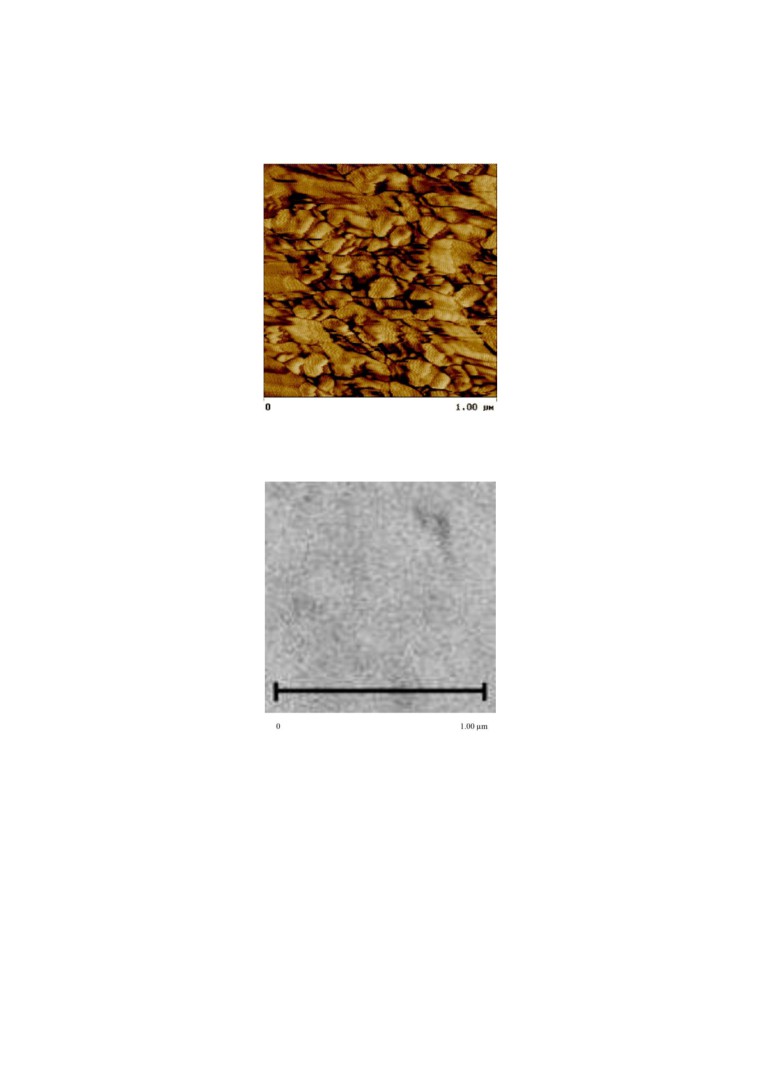



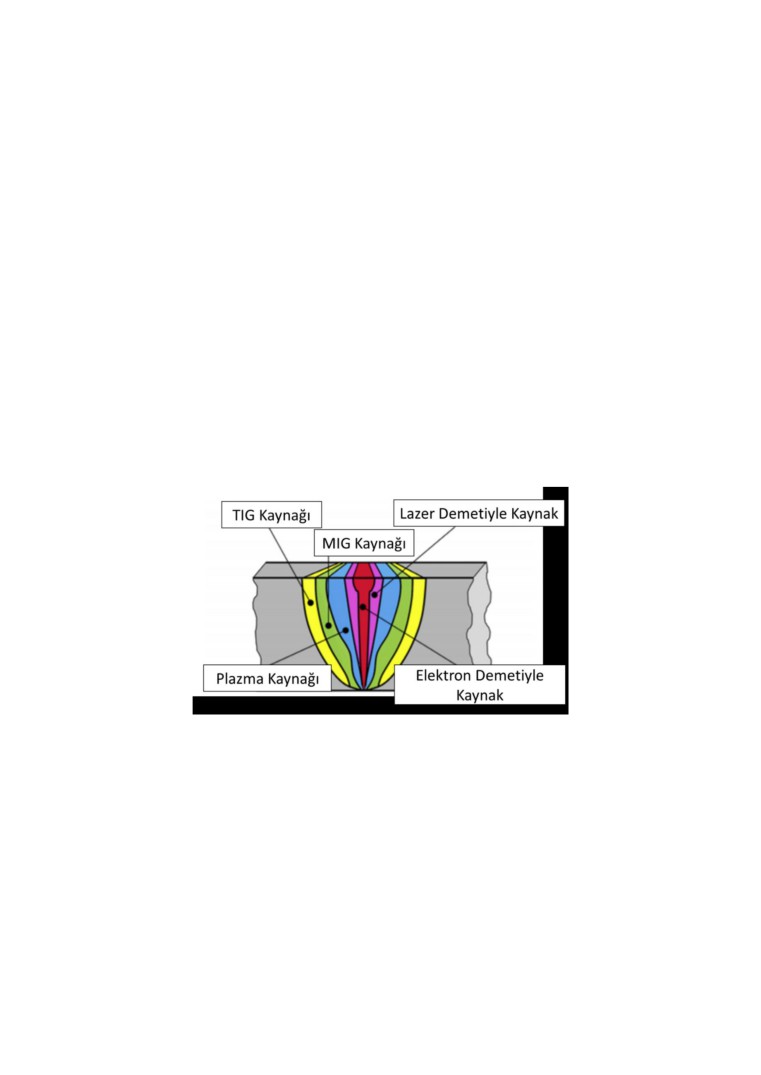
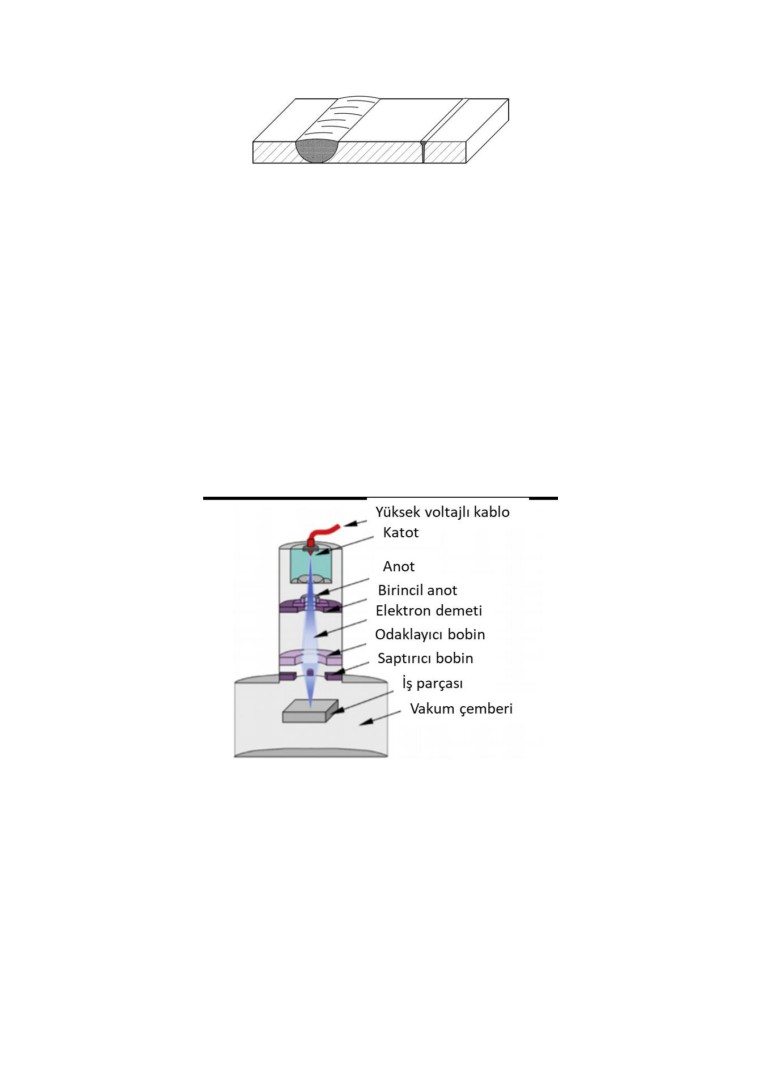
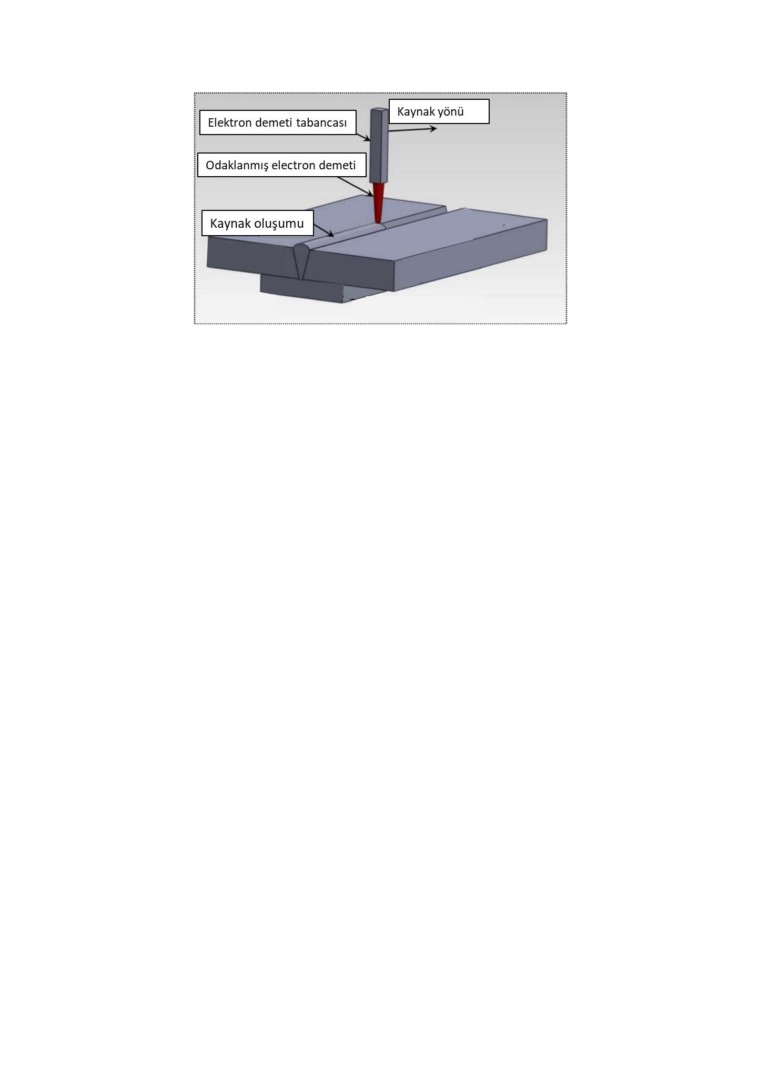
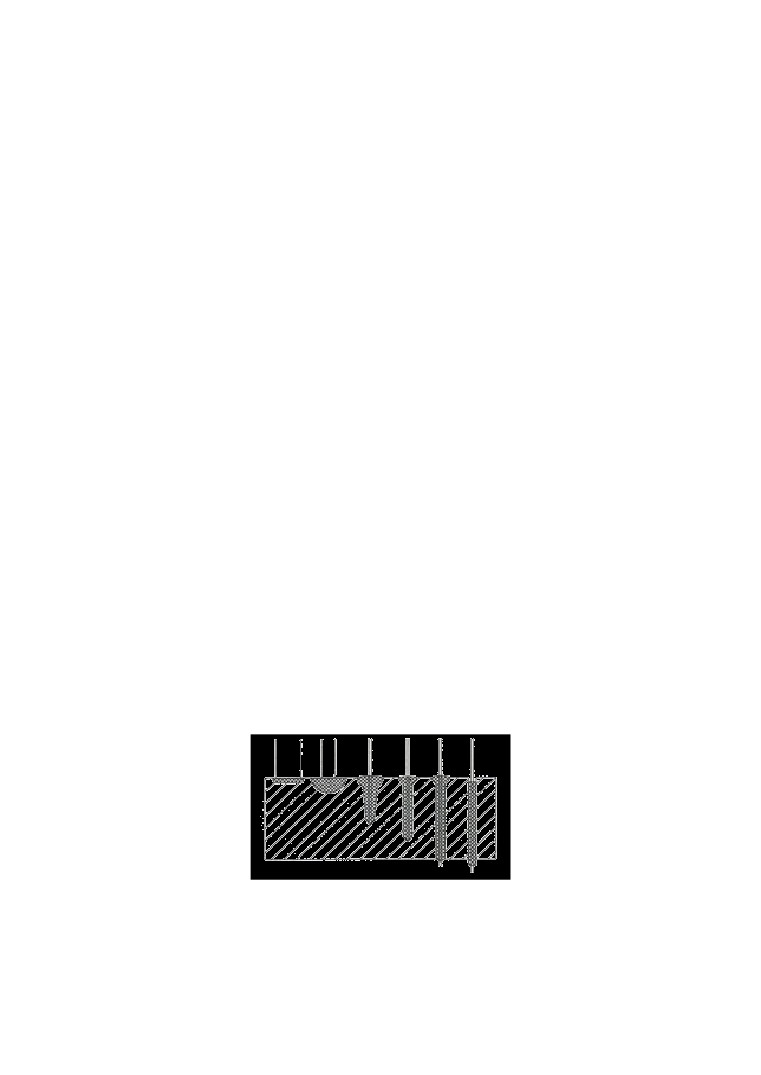
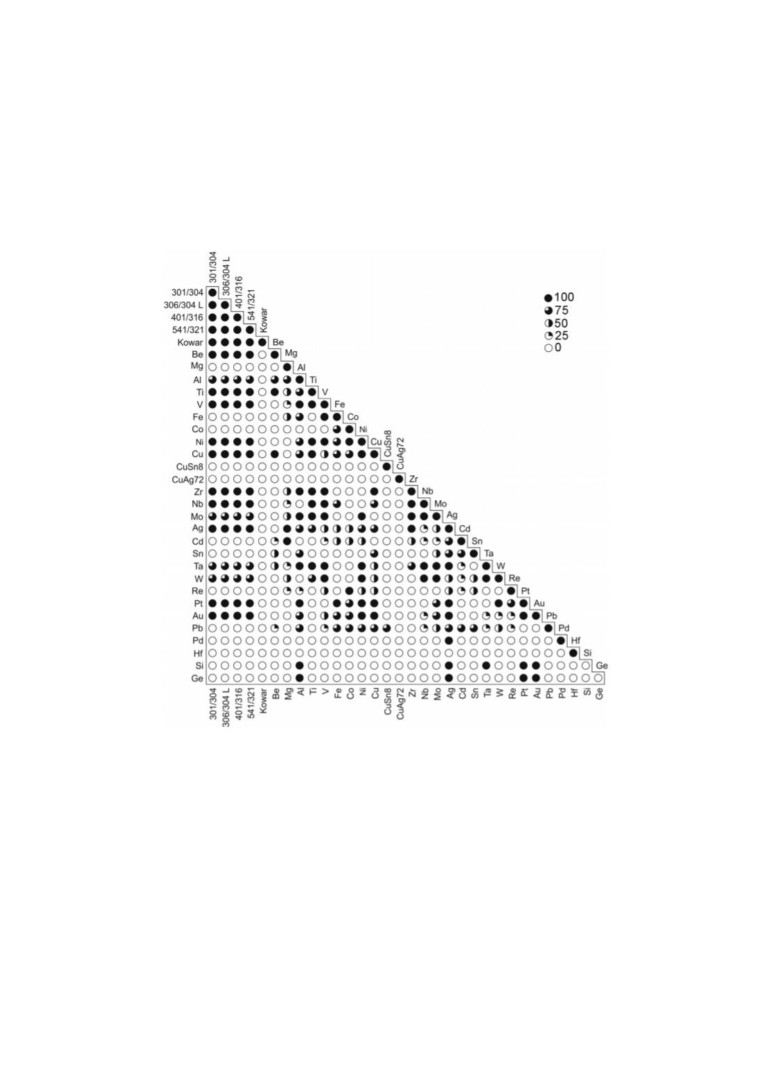
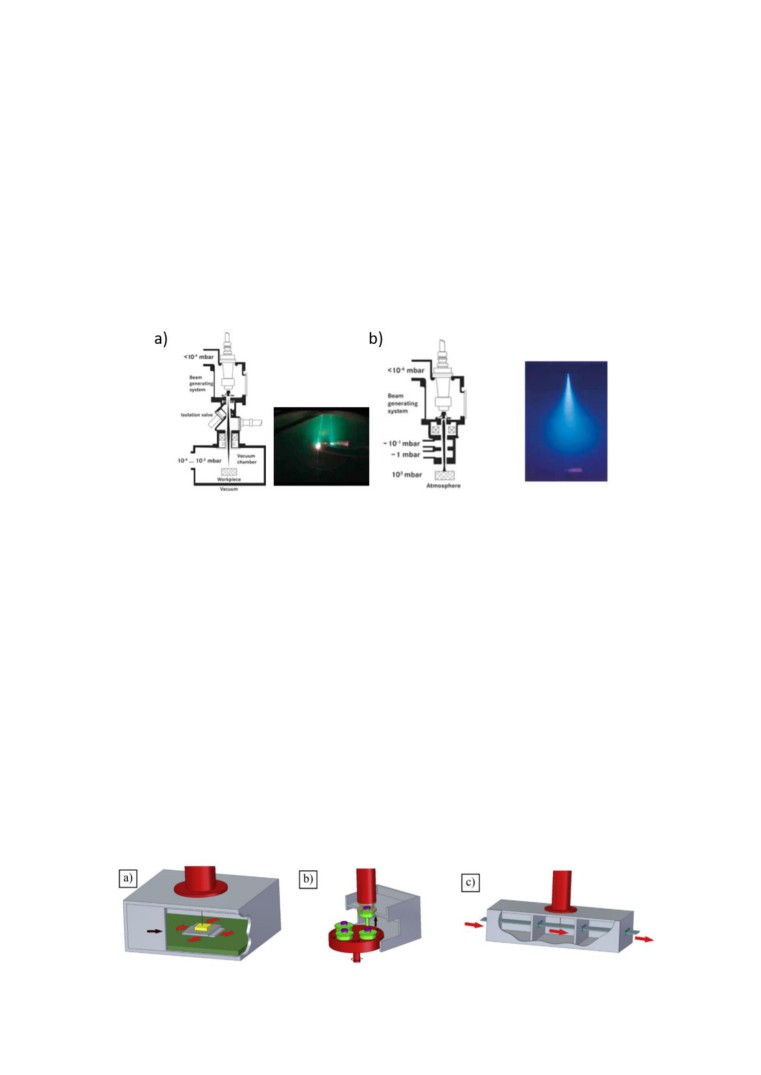
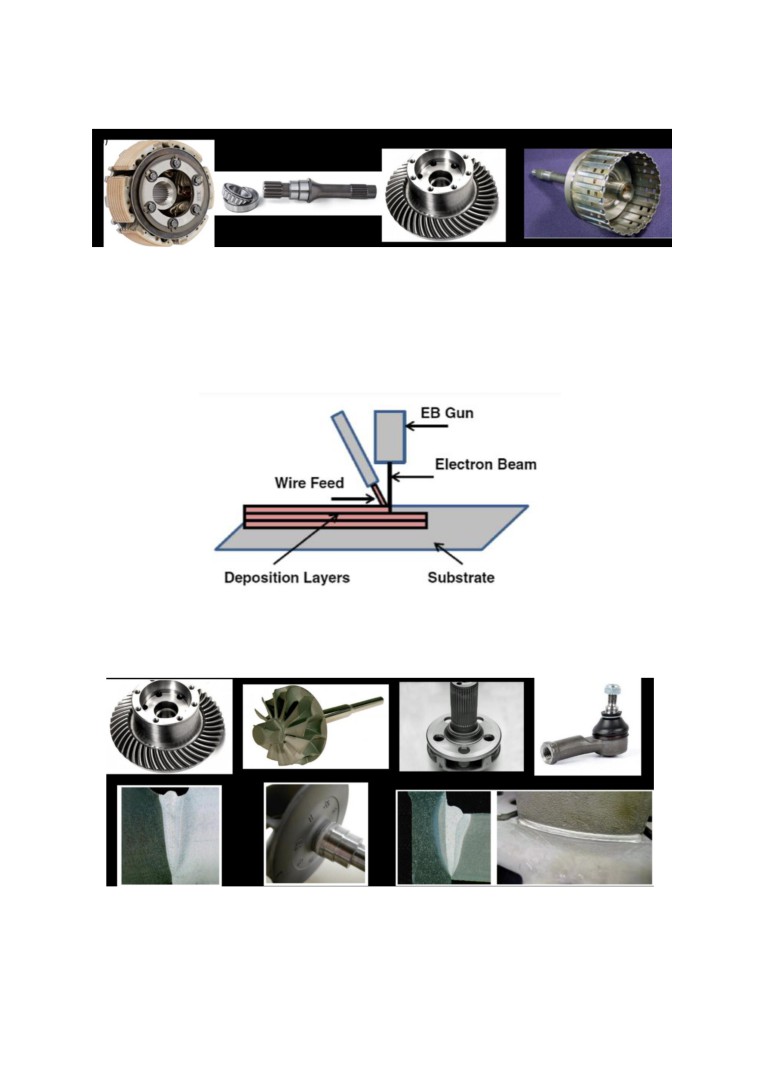
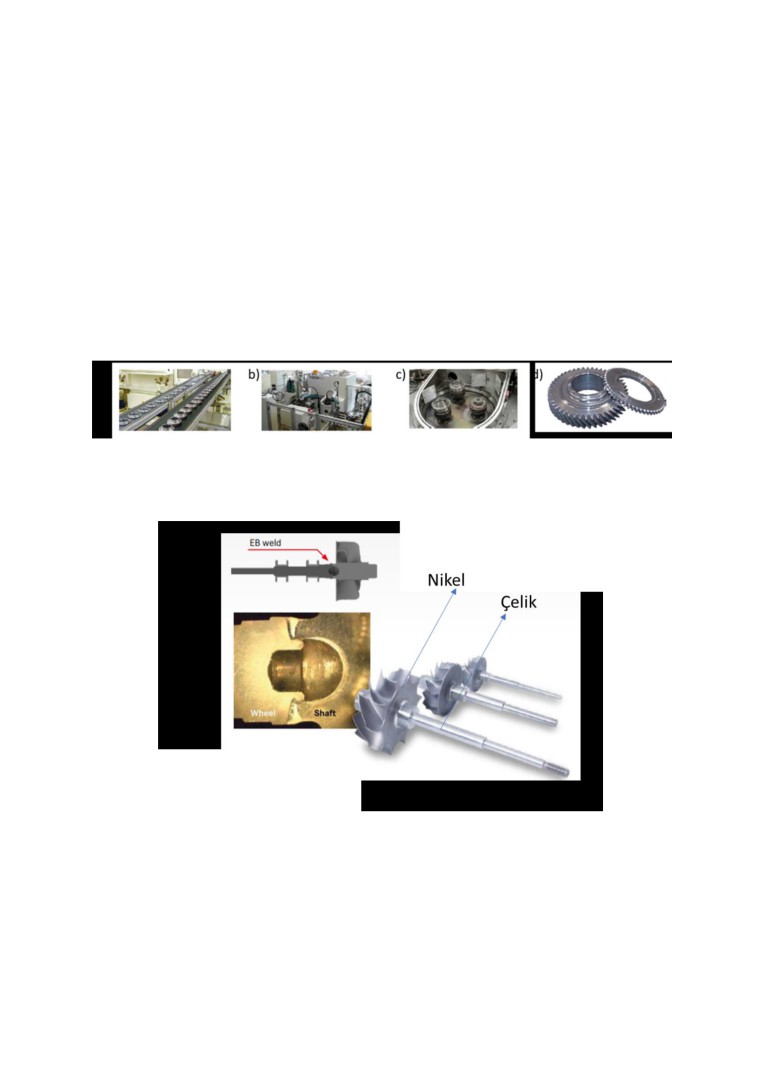


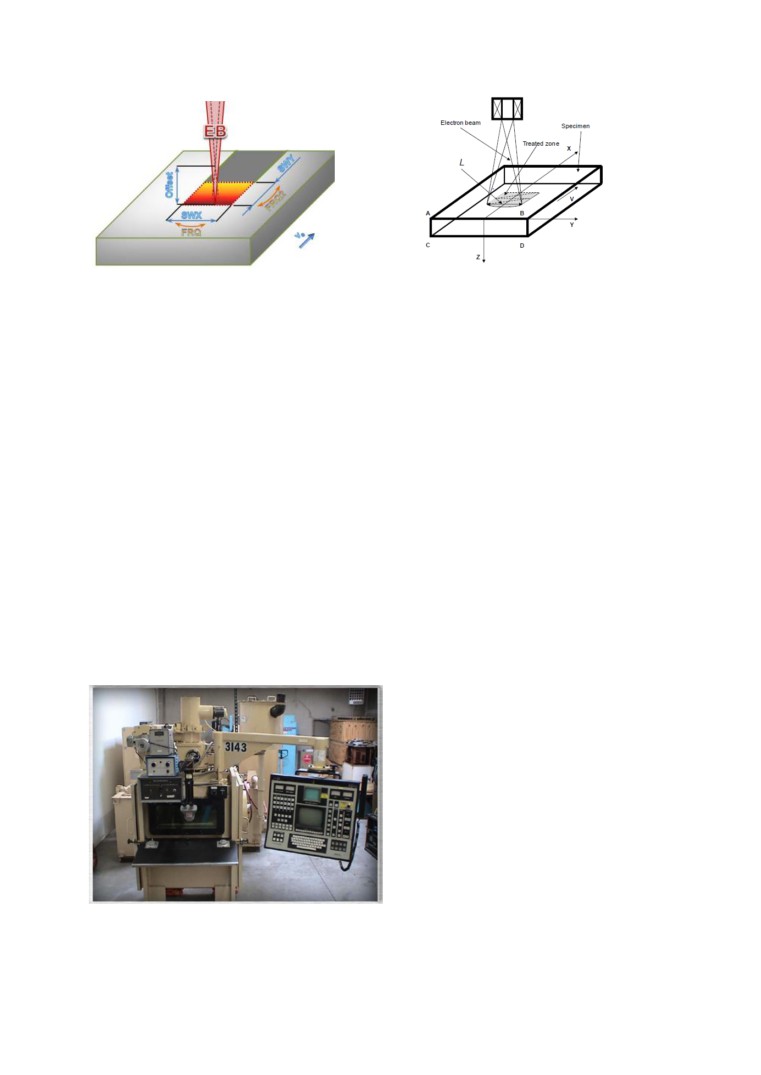

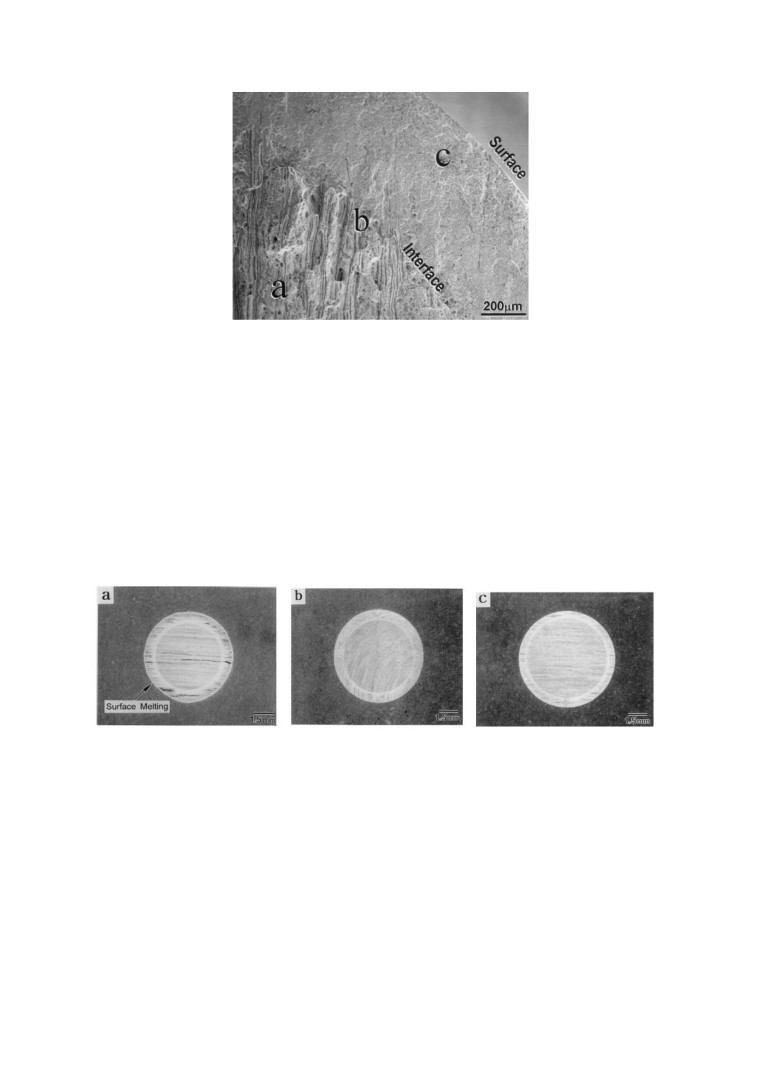
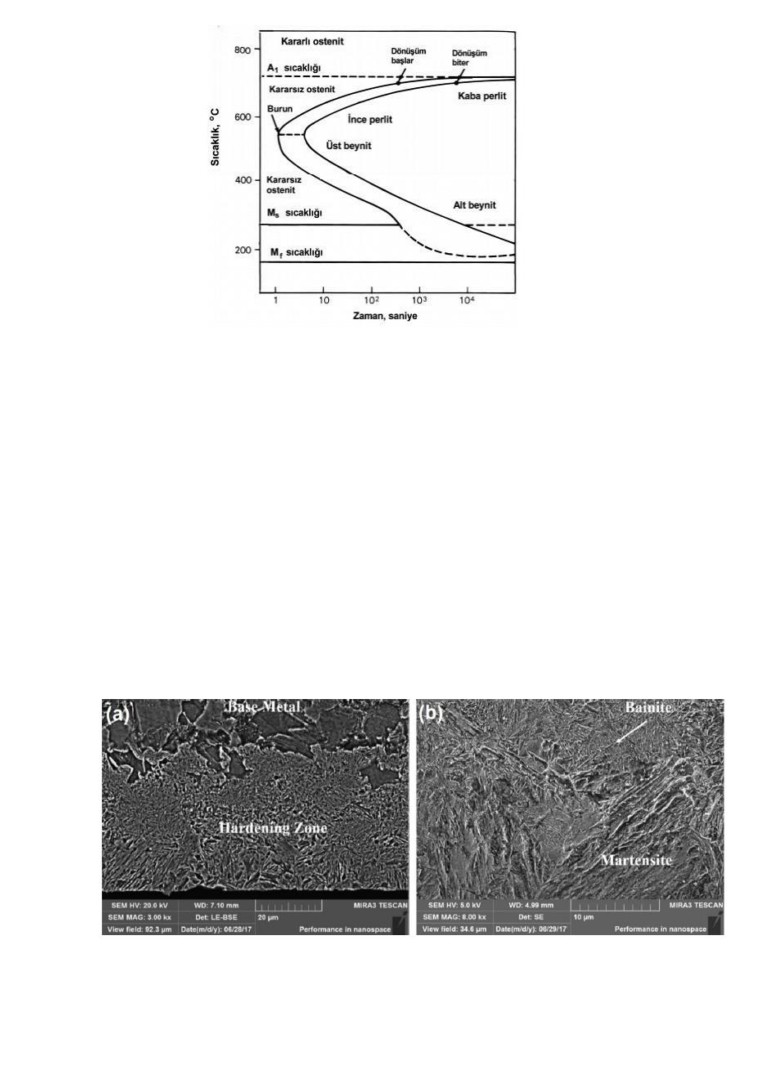



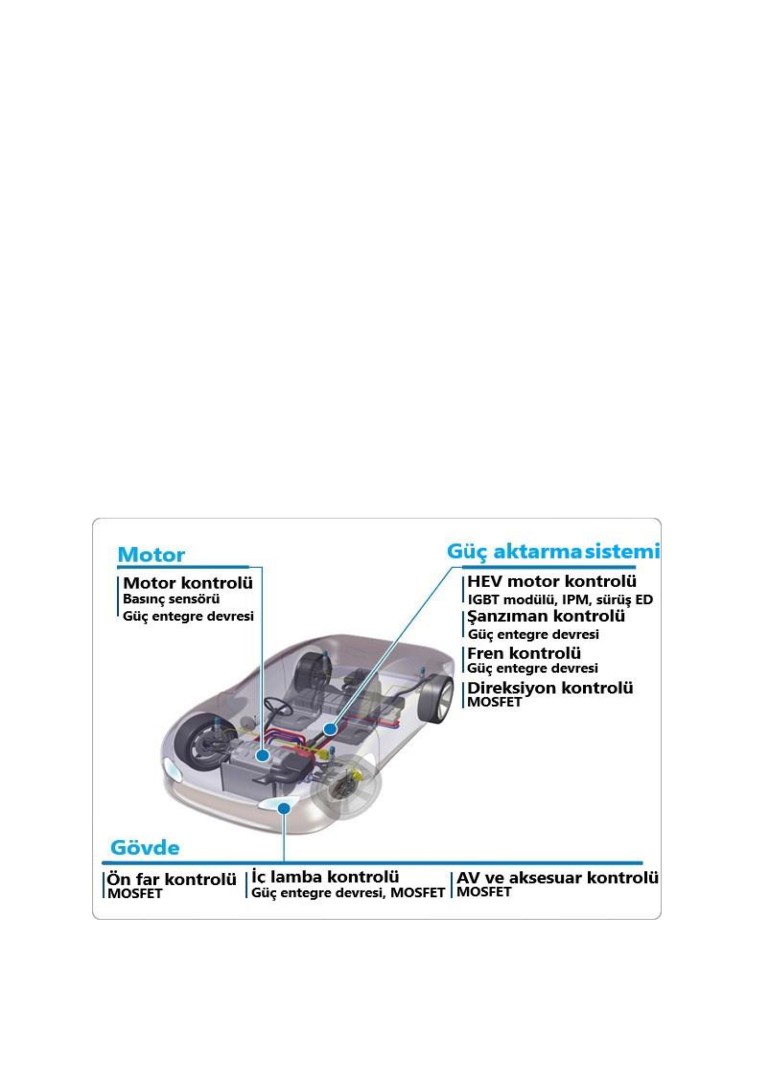
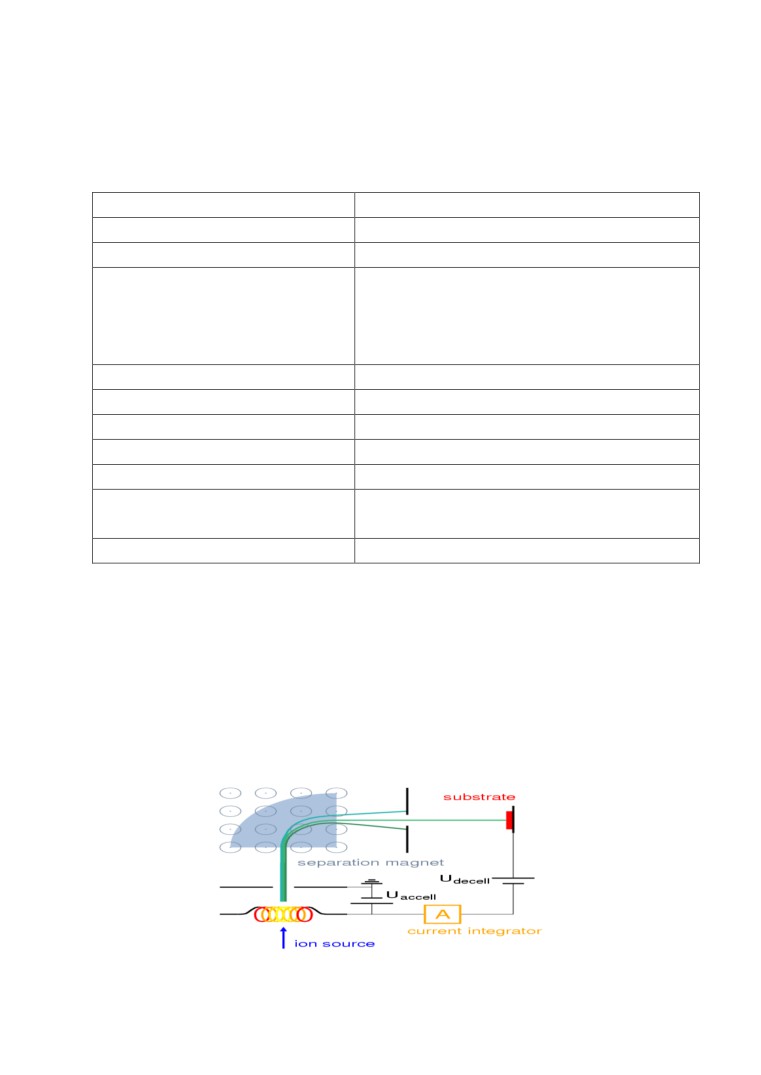
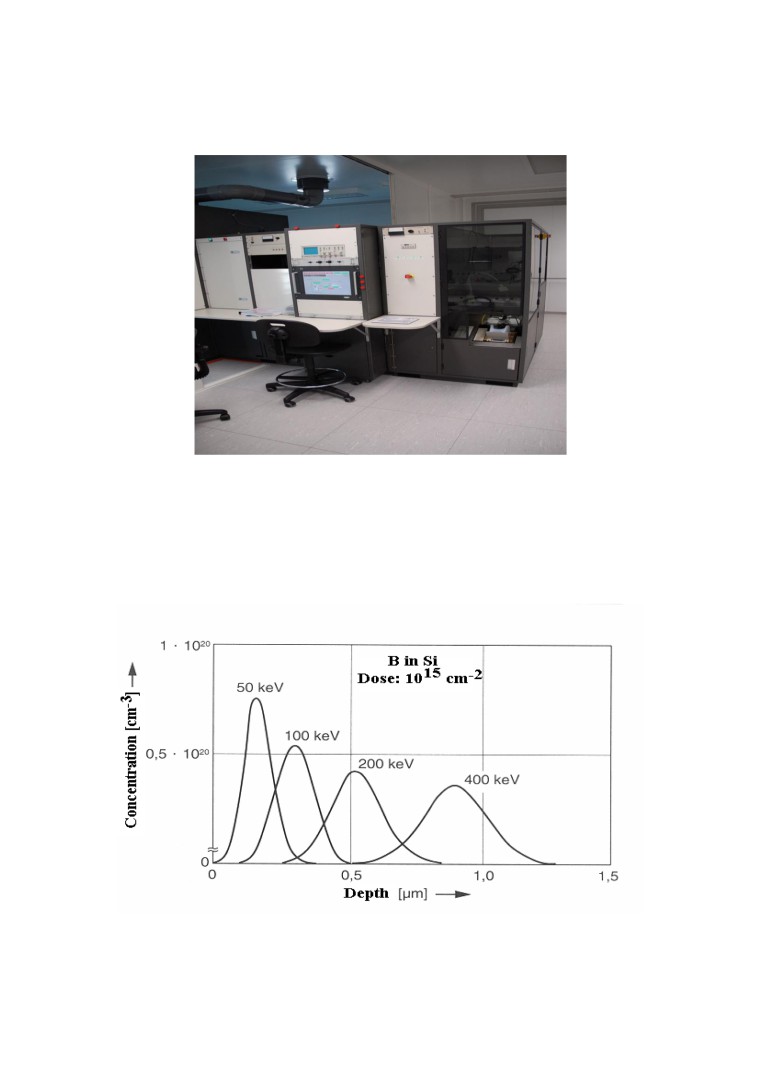
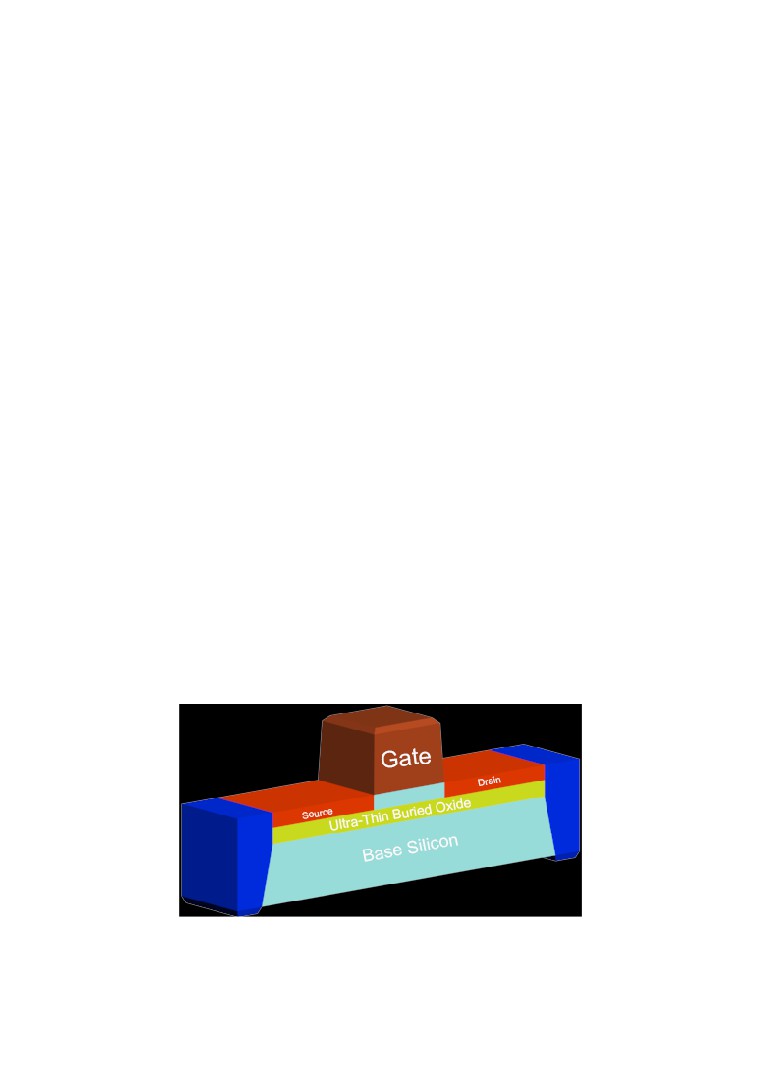
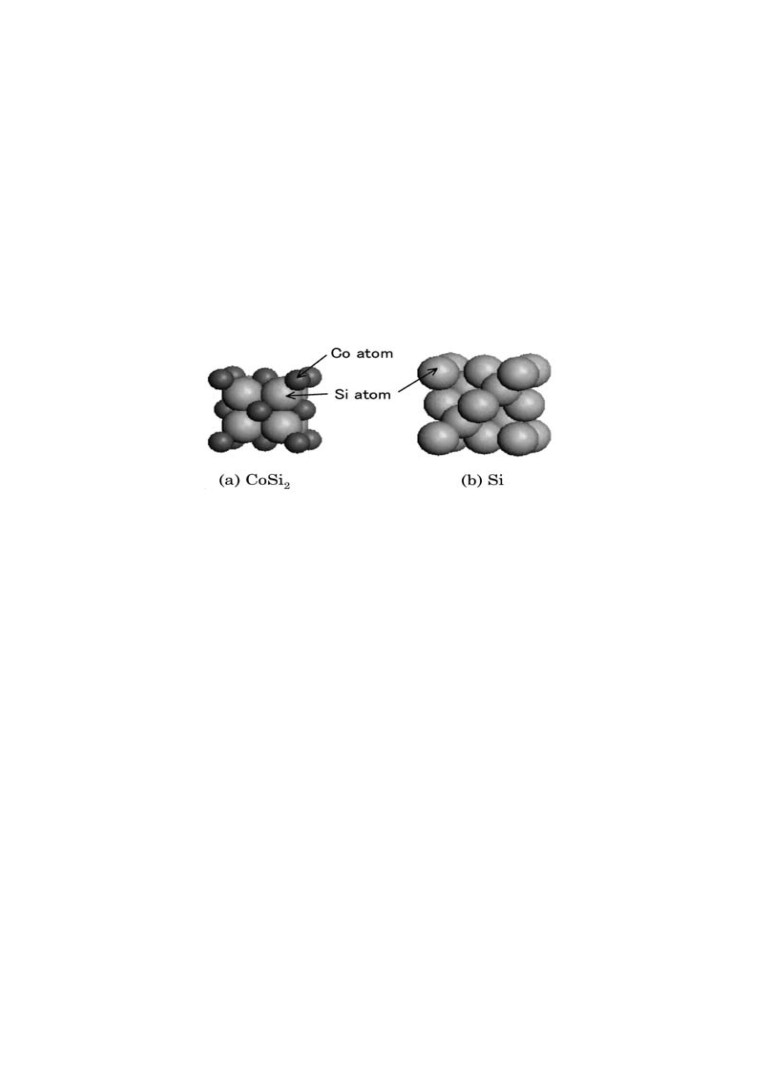
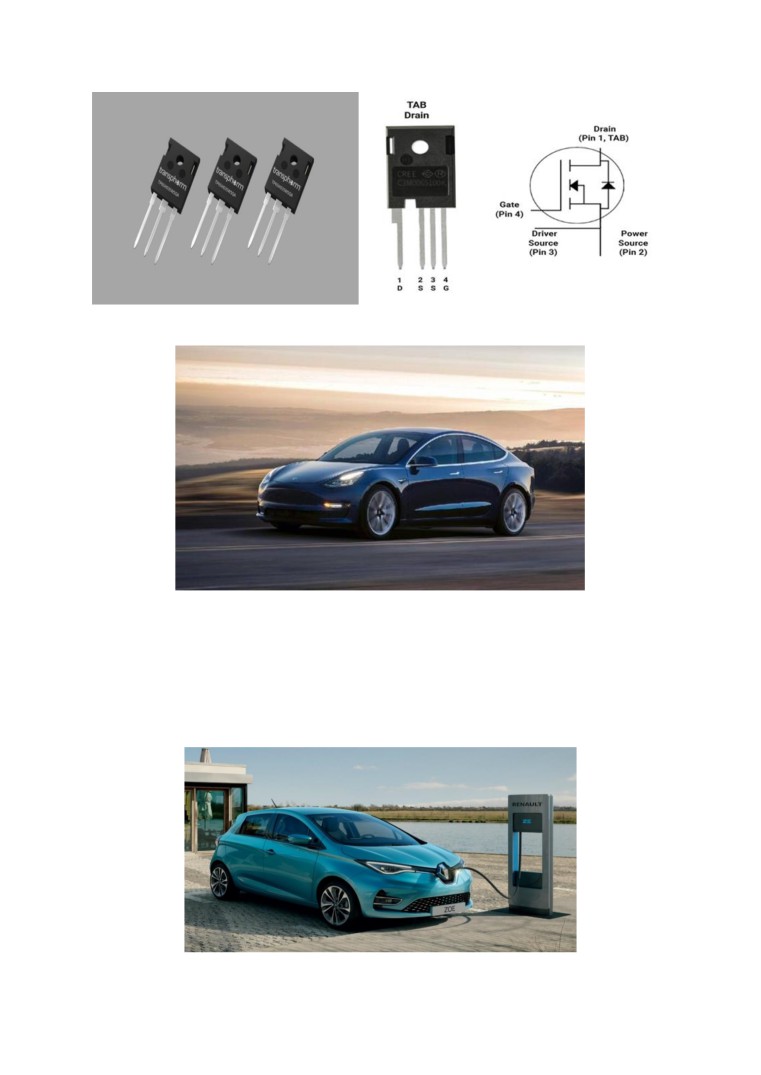
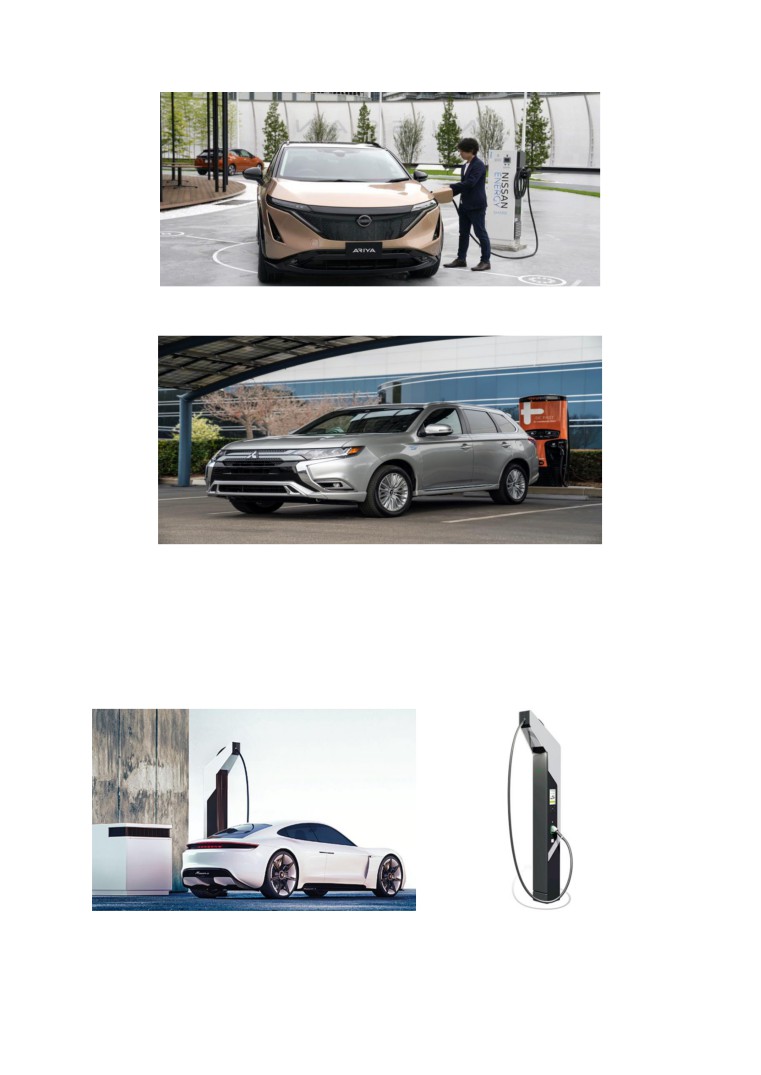



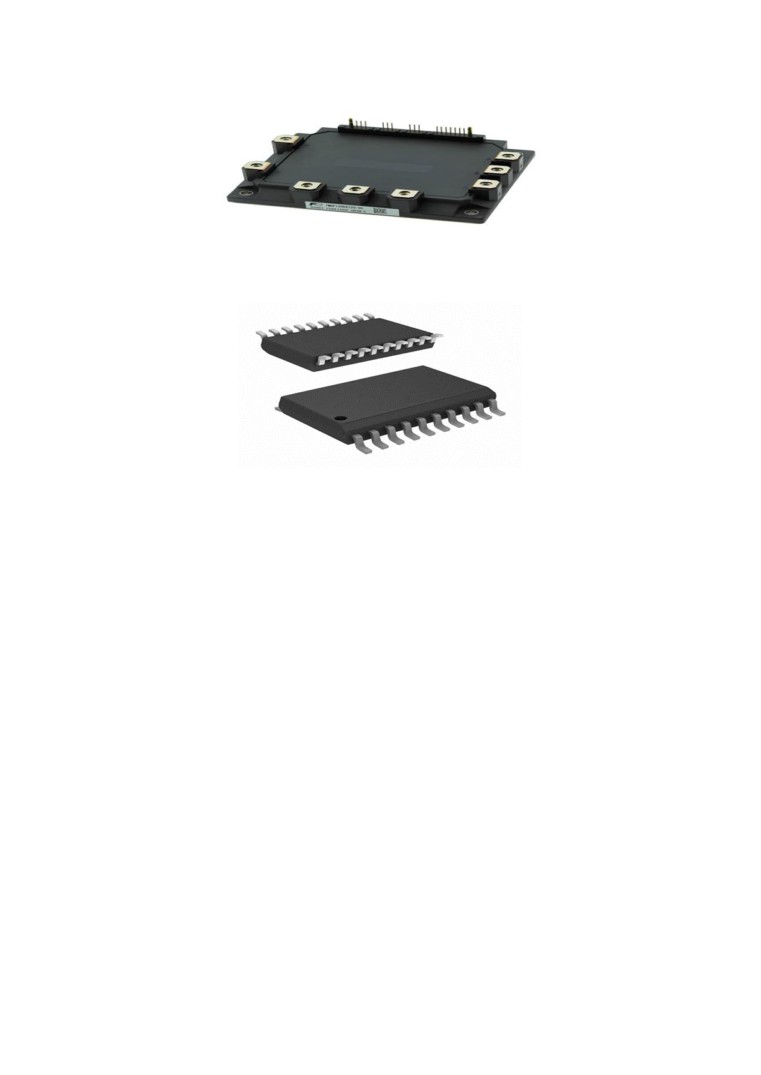


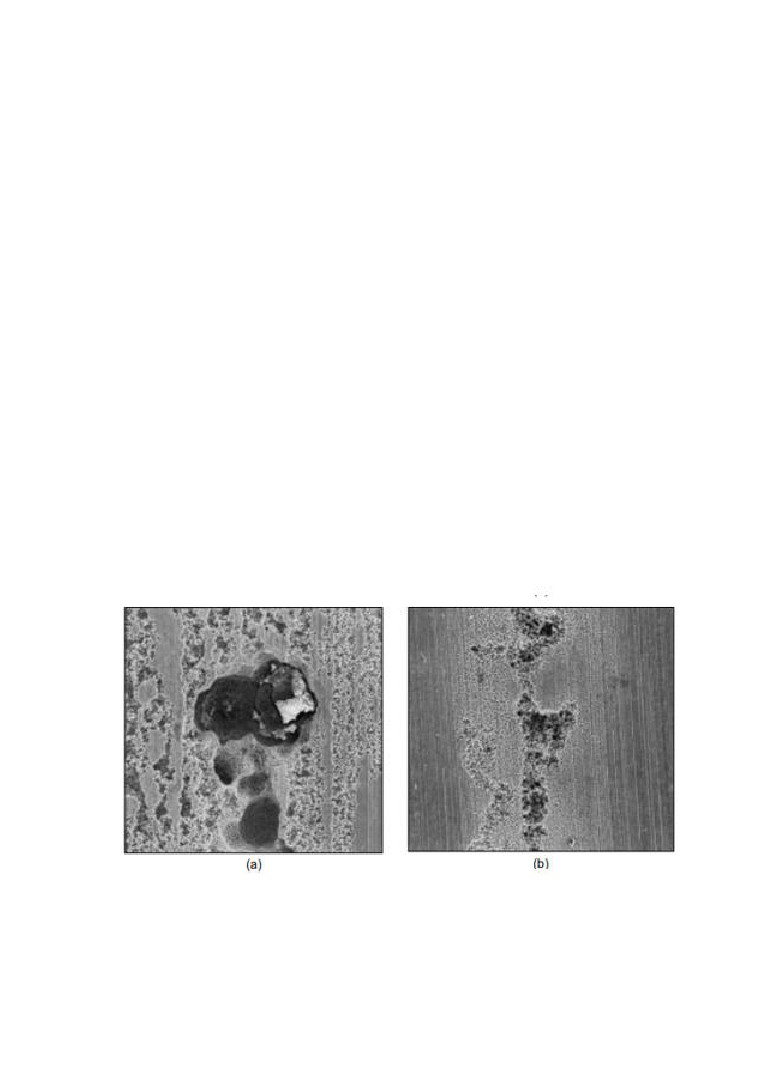
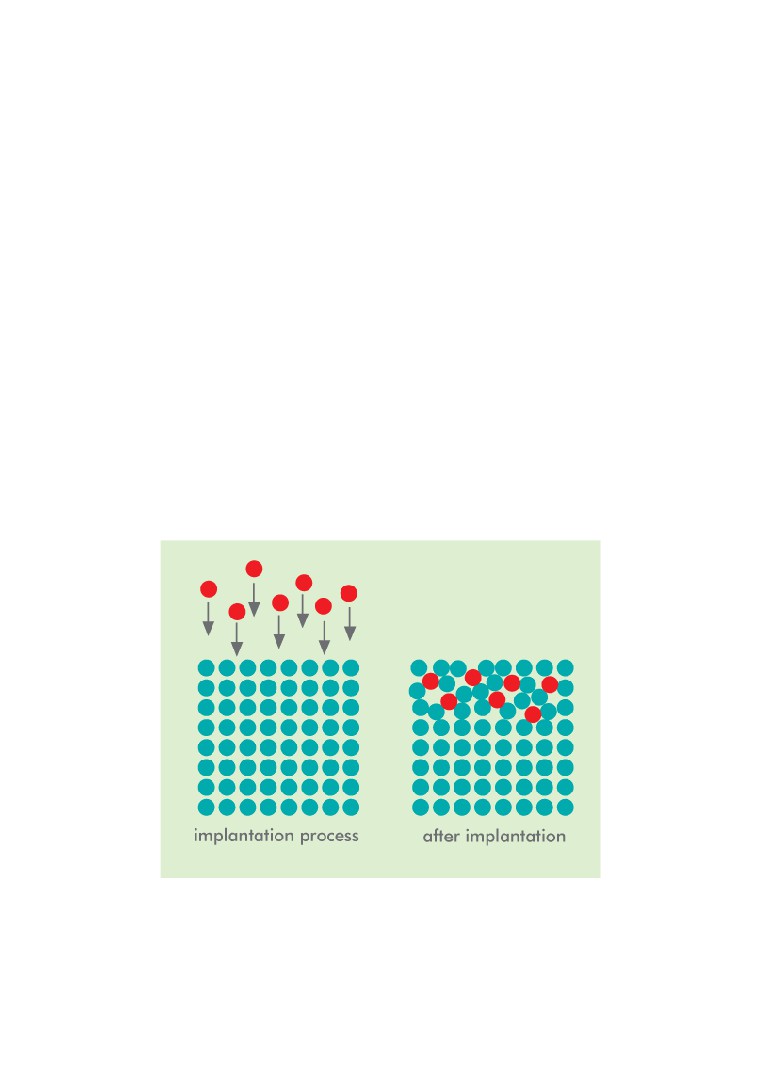
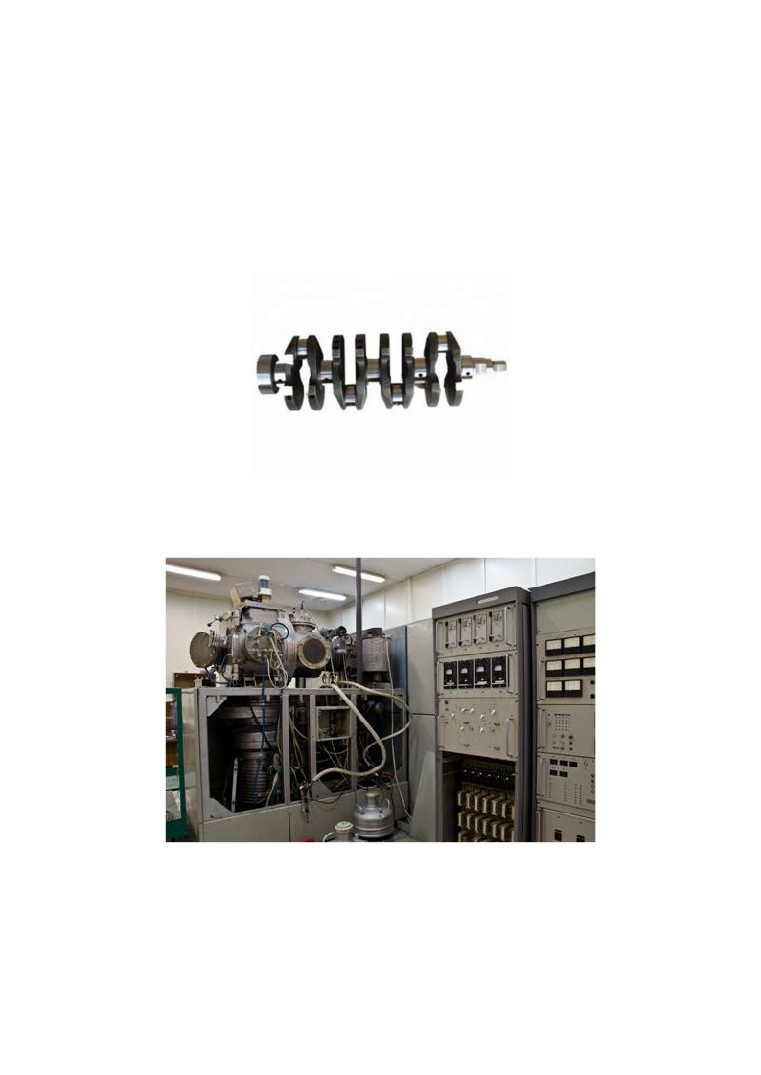
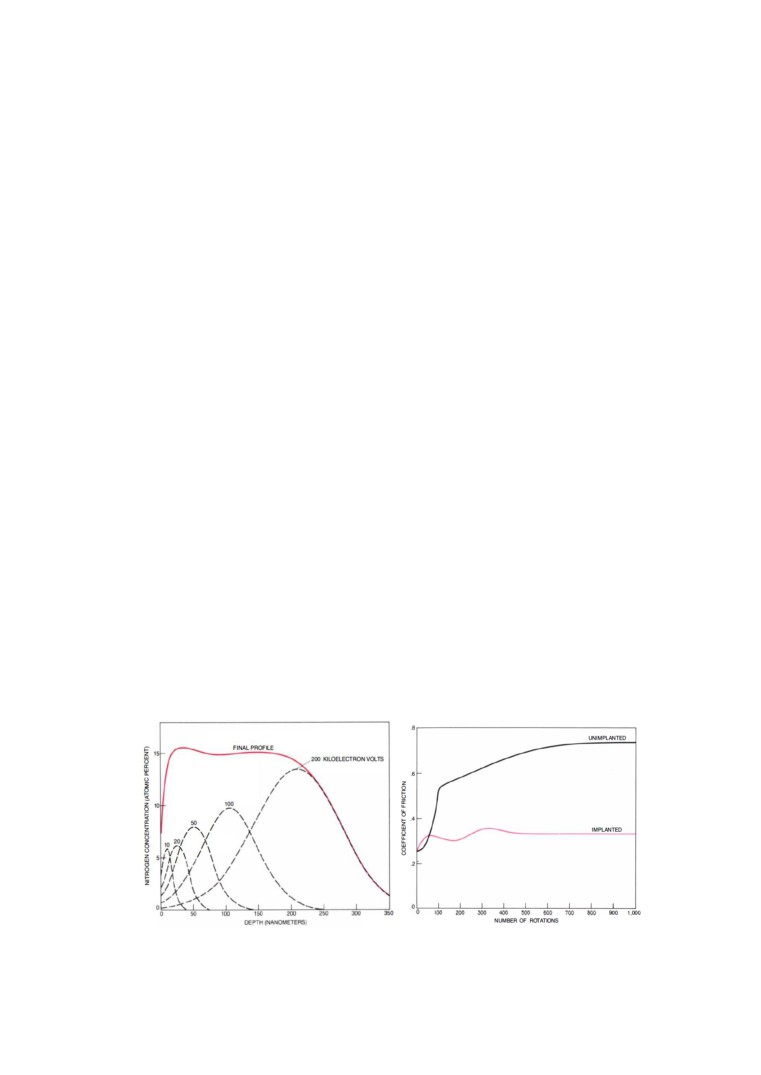
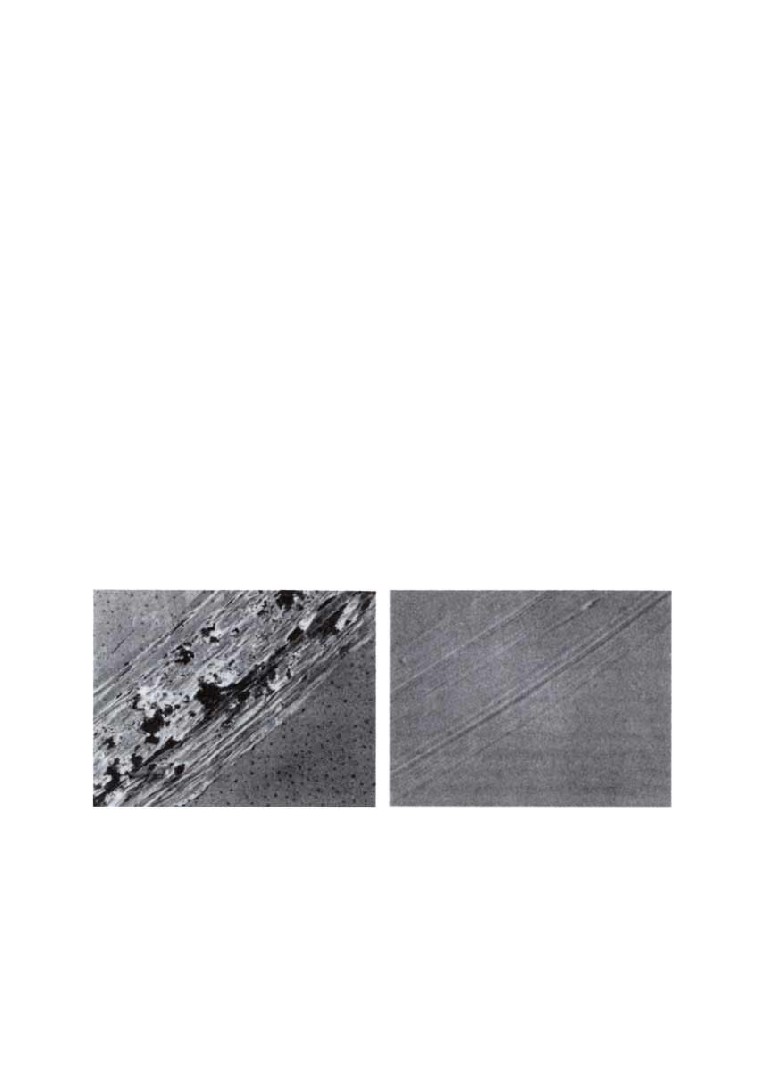

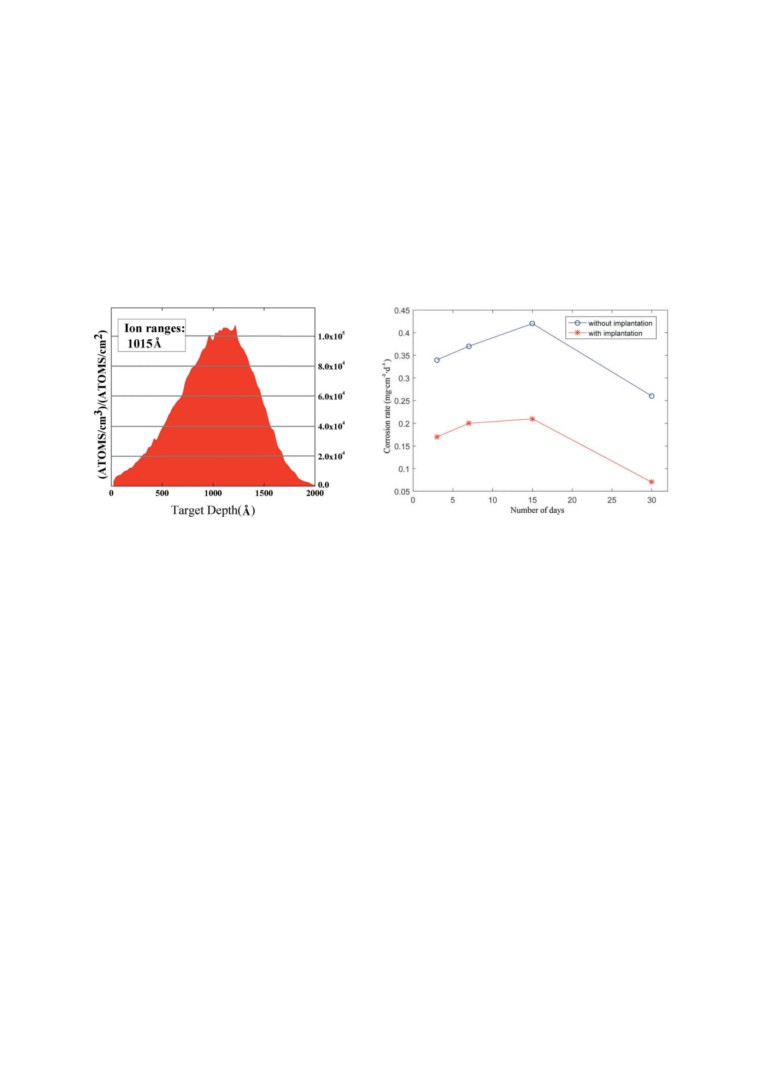
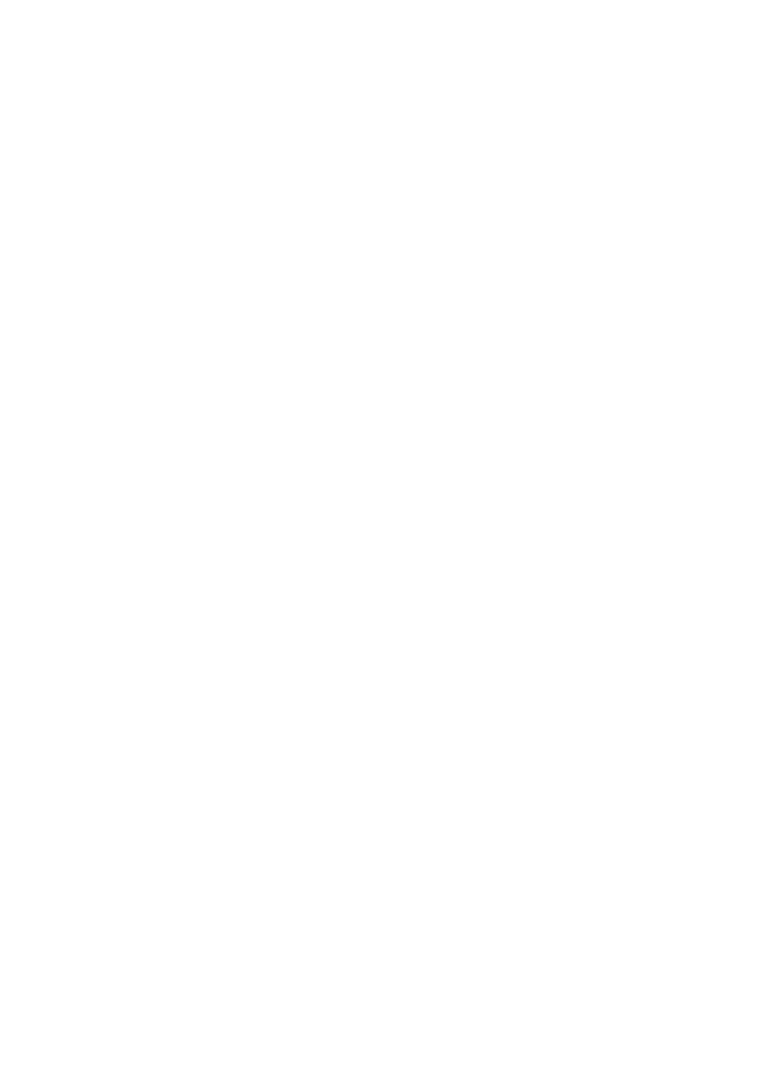
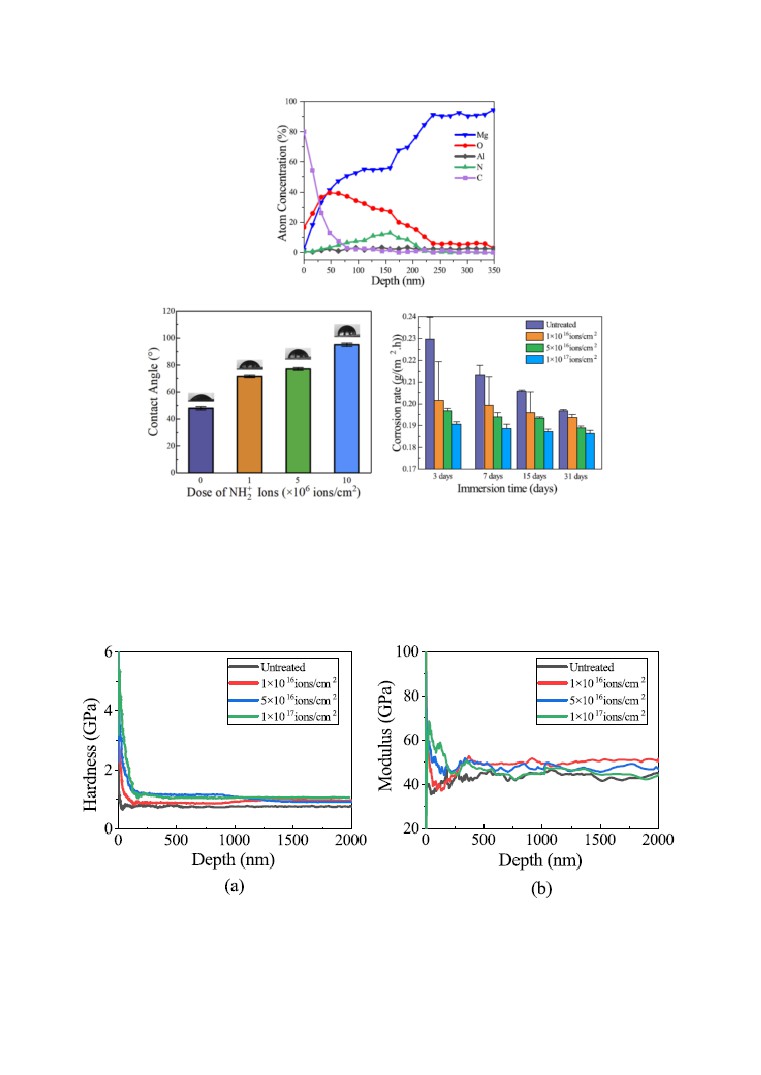

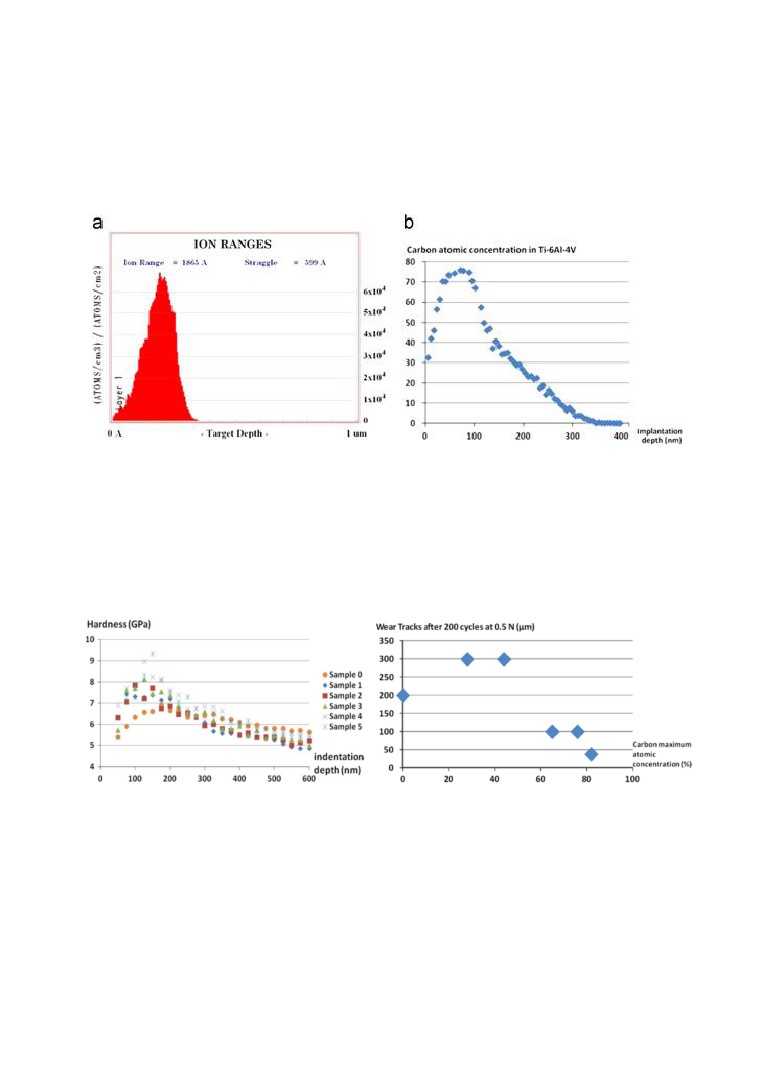

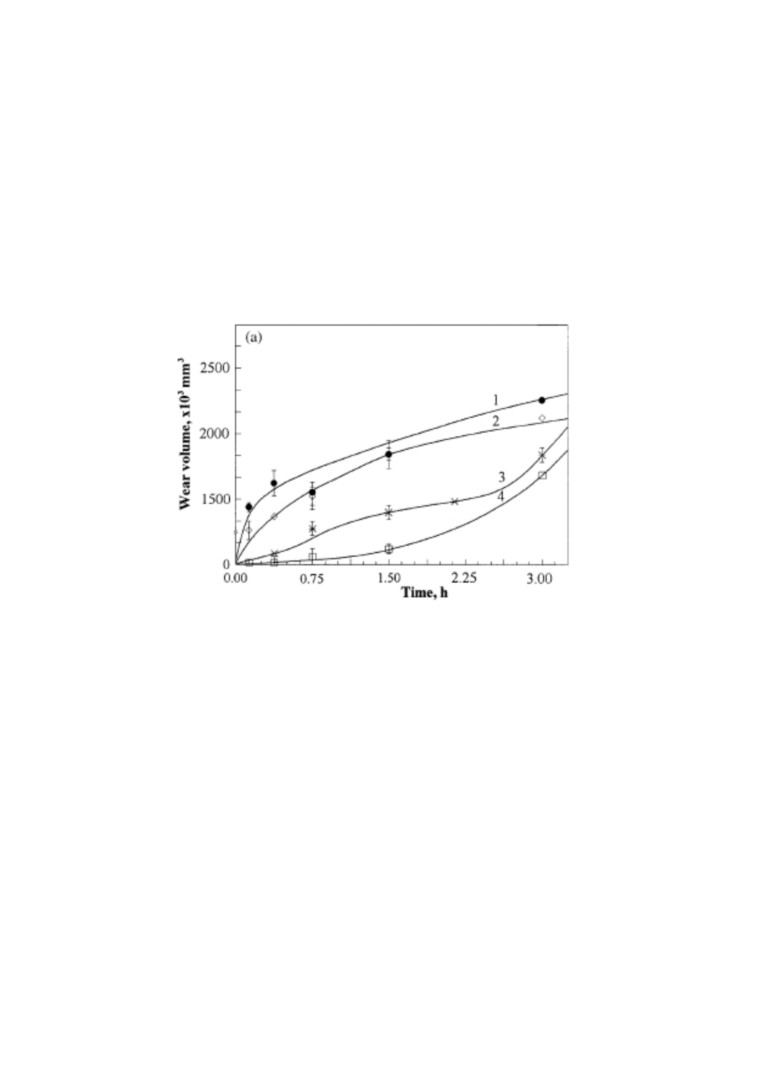


{kind=link}